 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Вопрос №16
|
|
1.2.2. Движения в металлорежущих станках
1.2.2.1. Для того, чтобы заготовка и инструмент находились в требуемом относительном движении, в станке необходимо создать систему различных движений; некоторые из них находятся в строгой зависимости от других движений, некоторые непосредственно не связаны с другими, но занимают определенное место в общей последовательности движений, то есть начинаются и заканчиваются в определенные моменты времени.
В общем случае в пространстве движения определяются следующими параметрами: траектория; путь; скорость; направление; исходное положение; относительное положение траектории данного движения по сравнению с траекторией другого движения; абсолютное положение данных траекторий в пространстве при неизменном их относительном положении.
Во времени движения характеризуются моментом начала движения и характером движения во времени (непрерывное или прерывистое движение).
1.2.2.2. Для выполнения определенных производственных функций в станке необходимы исполнительные движения.
1.2.2.3. Исполнительные движения могут быть простыми или сложными в зависимости от числа составляющих их элементарных движений (поступательных или вращательных). Если исполнительное движение образуется одним движением, то оно является простым, если несколькими - сложным. В станках, как правило, редко встречаются исполнительные движения, состоящие более чем из трех движений.
Для того, чтобы лучше усвоить понятие об исполнительных движениях, представьте себе процесс токарной обработки (например, обточки вала) на токарно-винторезном станке. Здесь имеют место два исполнительных движения - движение скорости резания (вращение шпинделя с заготовкой) и движение подачи (перемещение суппорта с резцом). Каждое из этих исполнительных движений состоит из одного элементарного движения, поэтому эти исполнительные движения являются простыми. Если же на токарно-винторезном станке производится нарезание резьбы (рис. 1.3, а), то создается одно исполнительное движение - винтовое. Оно является сложным и состоит из двух элементарных движений - вращения заготовки и перемещения резца. Обратите внимание: движения как будто бы те же, что и в первом случае. Но здесь они связаны между собой - за один оборот заготовки резец должен переместиться на величину шага нарезаемой резьбы. В данном случае относительное движение заготовки и инструмента осуществляется по сложной (винтовой) траектории.
1.2.2.4. Классификация исполнительных движений представлена на рис. 1.4.
Движения формообразования служат для образования на заготовке заданных поверхностей. Эти движения могут быть либо движениями скорости резания (Фv), либо движениями подачи (Фs). Если в станке создается одно движение формообразования, то оно является движением скорости резания. Если имеется несколько движений формообразования, то одно из них является движением скорости резания, а другие - движениями подачи. Движения, которые входят в исполнительное движение, обозначаются: В (вращательное) и П (поступательное) с соответствующими индексами. Система обозначений не предусматривает повторения индексов.

Например, если в станке два движения - вращательное и поступательное, то они обозначаются В1 и П2.
Если вернуться к выше приведенному примеру обработки на токарно-винторезном станке, то движение можно обозначить следующим образом. При токарной обработке в станке создаются два движения формообразования - движение скорости резания Фv (В1) и движение подачи Фs(П2). При нарезании же резьбы в станке создается одно движение формообразования - сложное двухэлементарное движение скорости резания Фv (В1П2).
Установочными называют движения заготовки и инструмента, приводящие их в положение, при котором становится возможным с помощью движений формообразования получить на заготовке нужные поверхности. Если установочное движение осуществляется без резания, то оно называется наладочным, например, Н(В6), если при установочном движении осуществляется резание, то такое движение называется движением врезания Вр(Вз).
Движение деления позволяет переместить траекторию движения формообразования в новое геометрическое положение. Это движение дает возможность обработать на заготовке несколько одинаковых поверхностей. Например, при нарезании зубчатых колес дисковой модульной фрезой на горизонтально-фрезерном станке после обработки одной впадины заготовка поворачивается с помощью делительной головки на один шаг для обработки следующей впадины. Этот поворот заготовки и является делительным движением. Пример обозначения —Д(В4).
Движения управления служат для установки режимов резания, пуска и останова станка, включения и выключения различных движений и т. п. Пример обозначения - У(В5).
Вспомогательные движения служат для установки и закрепления заготовки и инструмента, подвода заготовки и инструмента, удаления стружки и т. п. Вспомогательным движением может быть, например, вращение шнека транспортера для удаления стружки - Всп (В6).
1.2.2.5. Выше были определены семь параметров, характеризующих движение точки (а следовательно, и рабочих органов станка) в пространстве. Эти параметры необходимо знать, чтобы уметь осуществлять кинематическую настройку станков. Из названных семи параметров два последних - относительное и абсолютное положение траекторий в станках не настраиваются, так как они неизменны и определяются положением направляющих, по которым движутся рабочие органы станка. Настраиваемыми параметрами являются: траектория, путь, скорость, направление и исходное положение.
Не все эти параметры необходимо настраивать при осуществлении всякого движения. Все зависит от вида движения и траектории (табл. 1.2).
Таблица 1.2
Число настраиваемых параметров в зависимости от характера движения
| Движение | Траектория движения | |||
| замкнутая | незамкнутая | |||
| Настраиваемые параметры движения | ||||
| Количество | Наименование | Количество | Наименование | |
| Простое | Скорость, направление | Путь, скорость, направление, исходное положение | ||
| Сложное | Траектория, скорость, направление | Траектория, путь, скорость, направление, исходное положение |
И в самом деле, представьте себе процесс шлифования: совершенно ясно, что движение скорости резания (вращение шлифовального круга) нет смысла настраивать на исходное положение -совершенно безразлично, с какого положения круг начнет вращаться. Нет необходимости настраивать это движение также на траекторию (она всегда круговая) и путь.
В качестве примера на рис. 1.6 показана структурная схема винторезного станка. Станок имеет две исполнительные кинематические пары: вращательную - между шпинделем 7 и корпусом передней бабки 2 и поступательную - между суппортом 3 и станиной 4. Эти пары обеспечивают траектории элементарных движений В 1 и П2, образующих исполнительное движение Фv (В1П2) - сложное, двухэлементарное, обеспечивающее создание винтовой линии резьбы.
|
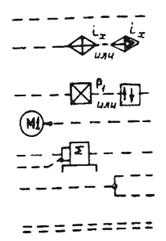
Кинематическая связь
Звено настройки (гитара сменных шестерен, коробка скоростей, коробка передач)
Реверсивный механизм
Электродвигатель
Суммирующий механизм
Соединение кинематических связей
Немеханическая связь (гидравлическая, электронная и др.)
Рис. 1.5. Условные обозначения элементов структурных схем
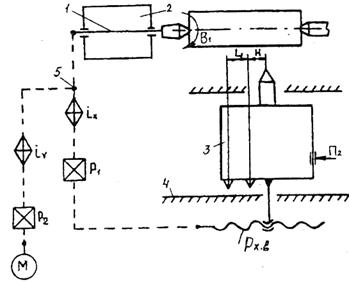
Рис. 1.6. Структурная схема винторезного станка
Пунктирная линия обозначает жесткую связь между шпинделем и ходовым винтом. Кинематическая связь необходимая для создания траектории исполнительного движения называется внутренней связью
1.2.3.3. Кинематическая связь, обеспечивающая создание траектории исполнительного движения, называется внутренней связью. Кинематическая связь между источником движения и внутренней связью является внешней связью. В рассматриваемом примере внутренняя связь - это связь между шпинделем 1 и ходовым винтом станка, а внешняя связь - это связь между электродвигателем М и внутренней связью. Цифрой 5 обозначено звено соединения связей.
1.2.3.4. Сочетание источников движения, внутренней и внешней связей, обеспечивающих создание заданного исполнительного движения, называется кинематической группой. Кинематические группы, имеющие во внутренней связи одну или несколько кинематических цепей, называются сложными группами. В рассматриваемом примере внутренняя связь представляет собой кинематическую цепь между шпинделем и ходовым винтом, поэтому данная кинематическая группа является сложной.
В винторезном станке настройка на траекторию производится двумя органами гитарой ix на шаг резьбы и реверсом P1 на направление резьбы т.е. на правую или левую резьбу.
Настройка на путь – осуществляется установкой упоров на суппорте на расстоянии L одного от другого. Упоры в конечных точках воздействуют на конечные выключатели.
Скорость настраивается гитарой или коробкой скоростей iv, направление нарезания резьбы т.е. к передней бабке или от неё настраивается реверсом P2.
Исходное положение для начала нарезания резьбы настраивается упорами размер Н при этом их относительное положение размер L не меняется.
Число органов настройки может быть уменьшено например если в гитаре ix устанавливать паразитное кольцо, то не нужен реверс P1
Дата публикования: 2014-11-04; Прочитано: 689 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
