 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
И 5. Перечень технологических операций и их взаимосвязь
|
|
Производственный процесс – совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы превращаются в готовые изделия.
Технологические операции – часть технологического процесса, выполняемая на одном рабочем месте, на одном и том же оборудовании.
Производственный ход ремонта часов начинается в приемном отделении, где приемщик осматривает часы, описывает дефекты, оформляет заказ и берет деньги с клиента за услугу – 1-ая технологическая операция.
Последующим шагом является транспортировка часов и доставка их в диспетчерский пункт (2-я технологическая операция).
В диспетчерском пункте часы сортируют по типам и оформляют приходные документы, также документы на выдачу часов в ремонт – 3-ая технологическая операция.
4-ая операция технологического процесса — разборка часов. Эту ответственную операцию должен исполнять квалифицированный часовой мастер, тот при разборке должен скрупулезно оглядеть состояние всех деталей механизма, потому что не исключены случаи выявления укрытых дефектов, не найденных приемщиком.
Параллельно с разборкой часов до передачи их на следующие технологические операции выполняются разные подсобные работы (вставка стекла, удаление заломанных винтов, хромировка корпуса и остальные).
5-ая операция — комплектовка. Позже того как часы разобраны, их укладывают в специальную тару и передают на комплектовку, где комплектовщик укладывает в тару недостающие детали взамен негодных, изъятых разборщиком.
6-я операция технологического процесса — мойка деталей механизма часов. Детали моют на особых моечных аппаратах в моечном спирто-щелочном составе, а потом в бензине. Потом детали сушат горячим воздухом в сушильном аппарате. Чисто промытые детали во многом предопределяют свойство работы часового механизма.
7-я операция включает сборку часового механизма. После этого готовое изделие отправляют в приемный отдел.
Заключительная 8-я операция состоит в том, что отремонтированные часы отдают заказчику.
Взаимосвязь технологический операций состоит в том, что каждая последующая операция начнется только после выполнения предыдущей.
| Технологические операции | Трудоемкость, н-час | Количество рабочих мест |
| Осмотр часов, описывание дефектов, оформление заказа | 1,1 | |
| Транспортировка часов в диспетчерский пункт и обратно | 0,9 | |
| Сортировка часов по типам и оформление приходных документов и документов на выдачу в ремонт | 1,4 | |
| Разборка часов | 4,4 | |
| Комплектовка | 3,5 | |
| Мойка деталей механизма часов | 3,7 | |
| Сборка часового механизма | 4,1 | |
| Выдача заказа | 1,6 |
Организовать производство изделий или услуг с использованием различных видов движения предметов труда, произвести синхронизацию производственного процесса и выбор наиболее целесообразного вида движения.
При организации оказания услуг во времени главной задачей является достижение минимально возможной длительности производственного цикла (ДПЦ), под которой понимается промежуток времени от начала до завершения производственного процесса. Всё многообразие вариантов организации оказания услуг можно свести к 3-м основным видам: последовательному, параллельному и последовательно-параллельному (смешанному). Рассмотрим каждый из них.
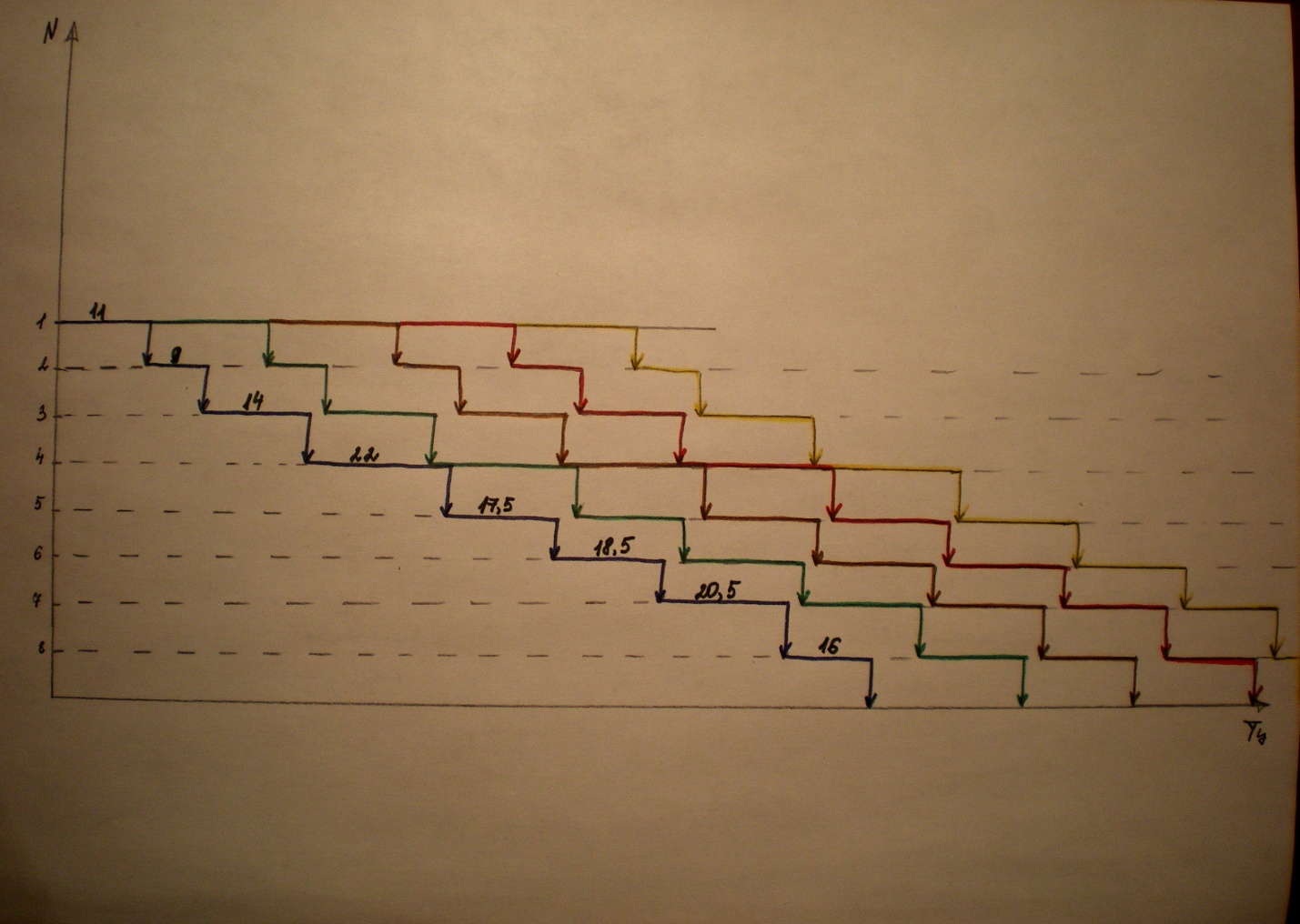
1) Последовательный вид движения. При последовательном варианте организации оказания услуг во времени начало оказания каждой последующей услуги начинается только после завершения предыдущей. Последовательный вид движения обладает преимуществами, заключающимися в непрерывности оказания услуг и в относительной простоте их организации. Однако недостатком данного вида движения является большая ДПЦ.
Рассмотрим данный вид движения в часовой мастерской. Пусть n = 10 шт, р=1 шт, m = 8
| Nопер | ||||||||
| tштi, мин | 1,1 | 0,9 | 1,4 | 4,4 | 3,5 | 3,7 | 4,1 | 1,6 |
| nрмi | ||||||||
| tштi/ nрмi | 1,1 | 0,9 | 1,4 | 2,2 | 1,75 | 1,85 | 2,05 | 1,6 |
| Взаимосвязь операций | Д | К/К | Д/К | Д/Д | К/К | Д/К | Д/Д | К |
n – количество деталей в партии
Т – длительность производственного цикла последовательного
t шт.i – трудоемкость обработки одной детали на i операции
n р.м.i – количество рабочих мест, установленных на i операции
i – номер соответствующей операции
m – количество операций
Tц. посл. = 10 * (1,1 + 0,9 + 1,4 + 2,2 + 1,75 + 1,85 + 2,05 + 1,6) = 128,5 ед. вр.
tпролеж. = 10 * (10 -1) * ( 1,1 + 0,9 + 1,4 + 2,2 + 1,75 + 1,85 + 2,05 + 1,6) = 1156,5 ед. вр.
Область применения последовательного вида движения – это единичное, реже мелкосерийное производство.
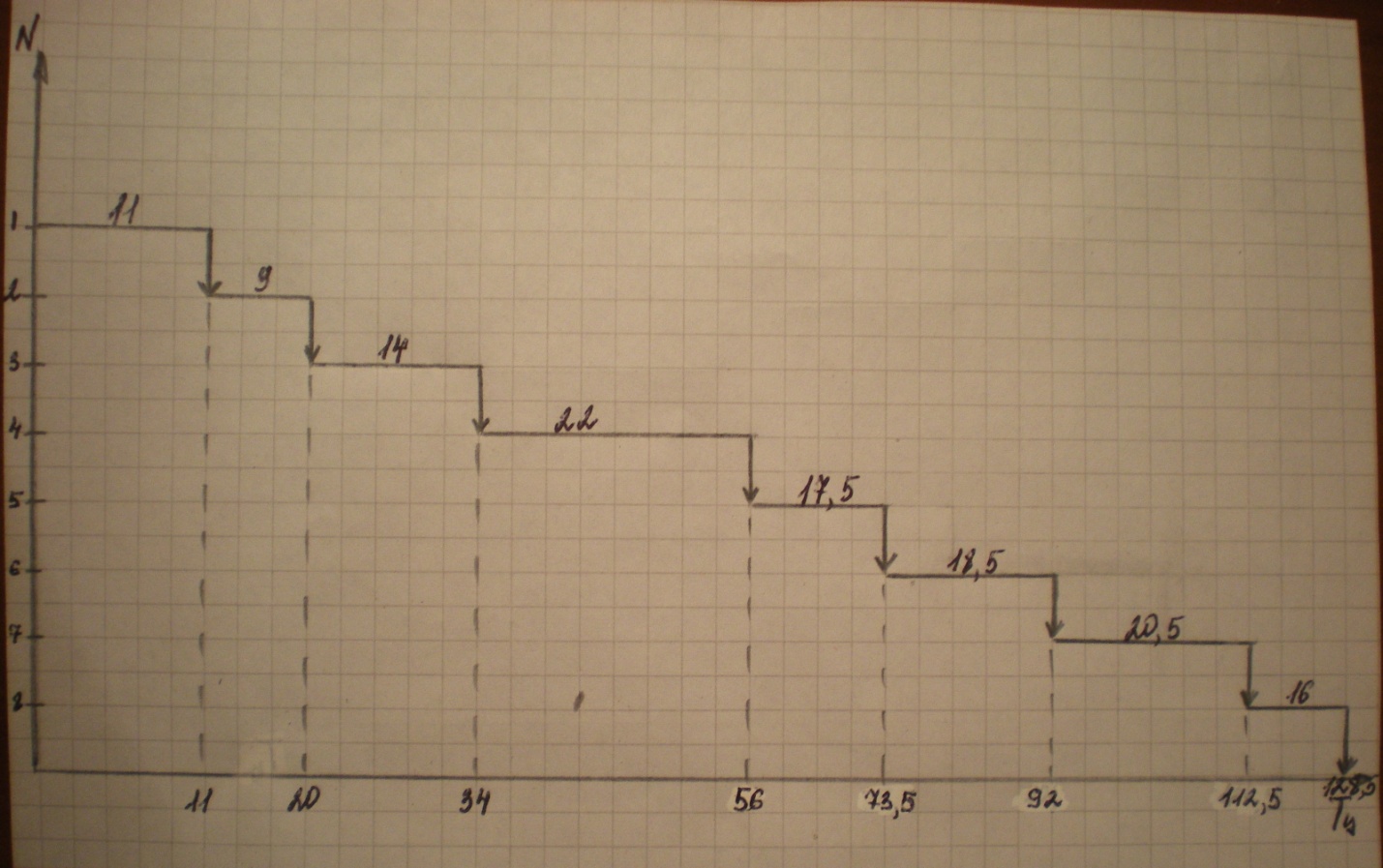
2) Параллельный вид движения предметов труда. При параллельном виде движения передачу предметов труда с одной операции на другую по мере их обработки можно вести не всей партией, а поштучно, либо разделить всю партию на несколько частей – передаточные партии, и передавать каждую из них на последующую операцию по мере ее обработки на предыдущей. Следует заметить, что на самой длительной операции – главной, передачу предметов труда следует вести без перерывов между обработкой отдельными передаточными партиями.
Преимущества параллельного вида движения: Из-за того, что удается совместить во времени работу 2х и более операций, ДПЦ существенно сокращается по сравнению с последовательным видом движения.
Недостатки: При неравенстве длительности отдельных операций и при отсутствии каких-либо организационных мероприятий по синхронизации процессов возникают перерывы в работе оборудования (простои рабочих мест) между обработкой отдельных передаточных партий на всех операциях кроме главной.
Длительность цикла в этом случае равна:
где p – размер передаточной партии (примем p=1);
t шт./n р.м. гл. – длительность самой продолжительной операции.
Tц пар. = 1* ( 1,1 + 0,9 + 1,4 + 2,2 + 1,75 + 1,85 + 2,05 + 1,6) + (10 – 1) * 2,2 =
32,65 ед. вр.
Определим суммарное время перерывов для данного вида движения:
(8 * 2,2 - ( 1,1 + 0,9 + 1,4 + 2,2 + 1,75 + 1,85 + 2,05 + 1,6)) * (10 – 1) = 42,75
На параллельном виде движения есть перерывы в работе, и они равны 42,75 мин. Для их ликвидации прибегают к наиболее распространенному методу – синхронизация процесса, при котором выполняется условие:
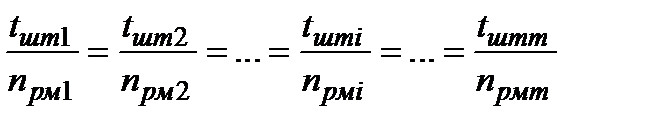
Это условие достигается путем организации дополнительных рабочих мест, прежде всего на главной операции, а затем при необходимости и на остальных операциях процесса. Однако это требует дополнительных капитальных вложений, а это следует помнить, ставя проблему определения экономической целесообразности. Экономическая эффективность проведения синхронизации может быть оценена через показатель экономической эффективности.
 - показатель расчётной эффективности
- показатель расчётной эффективности
 - экономия на издержках в следствие проведения синхронизации
- экономия на издержках в следствие проведения синхронизации 
 - дополнительные капитальные вложения для организации дополнительных рабочих мест при проведении синхронизации
- дополнительные капитальные вложения для организации дополнительных рабочих мест при проведении синхронизации 
ΔU = ΔUпотерь,простоев + ΔU себестоим.
ΔUпотерь,простоев = Σ t перер.паралл. * U удельн.
ΔU себестоим. = Δ С полн.един. * n год.нов.
Δ K р.м. = K удел. * Δ n р.м.
ΔUпотерь,простоев – экономия снижения производственных потерь, связанных с простоем оборудования [руб./ год.]
ΔU себестоим. – экономия производственных затрат, связанная со снижением себестоимости продукции ввиду повышения производительности труда и ростом объема выпуска [руб./ год.]
Σ t перер.паралл. – суммарное время перерывов в работе оборудования при параллельном виде движения [мин./ год.]
U удельн. – удельная стоимость производственных потерь, связанная с простоем оборудования [руб./ мин.]
Δ С полн.един. – снижение полной себестоимости единицы продукции, связанная с ростом объема выпуска [руб./ шт.]
n год.нов. – новый годовой объем выпуска продукции с учетом роста производительности труда [шт./ год.]
K удел. – удельные капитальные вложения, необходимые для организации 1 рабочего места [руб./ р.м.]
Δ n р.м. – количество дополнительных рабочих мест, необходимые для организации синхронизации [р.м.]
Проведем синхронизацию:
Данные:
K удел. = 60 000 [руб./ р.м.]
Uуд.простоев = 1000 [руб./ мин.]
С полн.един. = 100 [руб./ шт.]
условно-переменные издержки = 70%, условно-постоянные = 30%
n год.исход. = 1000 [шт./год.]
Ер = 0,12 [руб./год./руб.]
K удел. одинаковый для всех, т.к они выполняют однотипную работу
| Nопер | ||||||||
| tштi, мин | 1,1 | 0,9 | 1,4 | 4,4 | 3,5 | 3,7 | 4,1 | 1,6 |
| nрмi | 1/11 | 1/9 | 1/14 | 1/22 | 2/35 | 2/37 | 2/41 | 1/16 |
| tштi/ nрмi | 1,1/ 0,1 | 0,9/ 0,1 | 1,4/ 0,1 | 2,2/ 0,1 | 1,75/ 0,1 | 1,85/ 0,1 | 2,05/ 0,1 | 1,6/ 0,1 |
| Взаимосвязь операций | К | Д/Д | К/К | Д/Д | К/К | Д/Д | К/К | Д |
1*(0,1+0,1+0,1+0,1+0,1+0,1+0,1+0,1) + (10-1)*0,1 = 1,7 ед. вр.
…..
(8 * 0,1 - (0,1+0,1+0,1+0,1+0,1+0,1+0,1+0,1)) * (10 – 1) = 0 ед.вр.
Проверка экономической целесообразности проведения синхронизации:
ΔUпотерь,простоев = (42,75 – 0) * 1000 = 42750 (руб/год)
Δtпер.пар. = (0 – 42,75)/42,75 = -1
ΔTц.пар. = (1,7 – 32,65)/32,65 = - 0,95
ΔT парал. при синхронизации уменьшился на 95%
С полн.един =(0,7 + 0,3/ 1,95) * 100 = 8538 (руб/год)
nгод нов. = 1000 * 1,95 = 1950 (шт./год)
ΔUсебестоим. = 1950 * (100 – 85,38) = 28509 (руб/год)
ΔU= 42750 + 28509 = 71259(руб./год)
Δ K р.м = 60000 * (10 + 8 + 13 + 21+ 33 + 35 + 39 + 15)= 10 440 000 руб
Ер = 71259 / 10 440 000 = 0,007
Получается, Ер < Ен, следовательно, проведение синхронизации экономически нецелесообразно. Тогда на предприятии лучше применить параллельный вид движения без проведения синхронизации.
3) Последовательно-параллельный (смешанный) вид движения. Такой вид движения предполагает передачу деталей на последующую операцию по мере их обработки на предыдущей поштучно или передаточной партией. При этом время выполнения смежных операций частично совмещается таким образом, что партии деталей обрабатывается на каждой операции без перерывов.
Особенности:
1. Увеличение меньшей короткой операции, находящейся между более длительной операцией не только не увеличивает, а наоборот уменьшает длительность производственного цикла.
2. Увеличение длительности меньших операций до большей, т.е. выравнивание их, приводит также к сокращению ДПЦ.
3. Такие результаты достигаются объединением нескольких меньших операций при условии, что то или иное объединение операций не создает более длительной операции, чем имеющиеся в процессе до объединения.
4. При сочетании операций, имеющих равенство или возрастание длительности до главной операции и ее уменьшение или равенство после главной операции, длительность последовательно-параллельного цикла равна длительности параллельного цикла.
Недостатки: ДПЦ смешанного вида не меньше ДПЦ параллельного, т.к. при организации последовательно-параллельного вида движения одновременно с преимуществом последовательного вида была предвнесена и часть его недостатков – пролёживание деталей, что и привело к увеличению ДПЦ.
Определим длительность цикла до и после синхронизации:
Tцп/п =10 * (1,1 + 0,9 + 1,4 + 2,2 + 1,75 + 1,85 + 2,05 + 1,6) – (10 - 1) * (0,1+0,1+ 0,1 + 0,1 + 0,1 + 0,1 + 0,1 + 0,1) = 121,3 ед. вр.
Вывод: для мастерской по ремонту часов«Часовой» следует применять параллельный вид движения труда, так как при таком движении достигается наименьшая длительность производственного цикла.
Дата публикования: 2015-10-09; Прочитано: 480 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
