 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Методы и средства оценки шероховатости поверхности
|
|
5. Контроль отклонений формы и расположения поверхностей – СР№6
1. Особая роль поверхности (поверхностного слоя) деталей связана с тем, что в условиях эксплуатации машины или прибора внешним воздействиям в первую очередь подвергаются поверхности их деталей.
Качество поверхностного слоя обусловливается методами обработки заготовок при получении деталей – механической, электрофизической, электрохимической, термической и т. д.
Качество поверхности (поверхностного слоя) – это совокупность всех служебных свойств поверхностного слоя материала; является одним из важнейших факторов, обеспечивающих высокие эксплуатационные свойства деталей.
В соответствии с современными представлениями качество поверхностного слоя является сложным комплексным понятием и определяется геометрическими, структурными и физико-химическими характеристиками (составом, наличием макро-, микро- и субмикродефектов, в т.ч. дефектов кристаллического строения, определенным уровнем механических свойств – прежде всего, микротвердости, наличием макро- и микронапряжений).
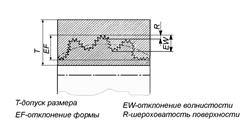
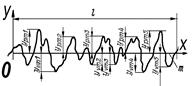
Характеристики поверхности связанные с геометрией детали, показаны на рис.1 в порядке уменьшения их абсолютных величин: отклонения формы (макрогеометрия); волнистость; шероховатость (микрогеометрия). Критерием для их разграничения служит отношение шага S к высоте неровностей R.



а б
Рисунок 1 - Реальная поверхность, имеющая шероховатость, волнистость и отклонение формы (а); классификация геометрических характеристик качества поверхности (б)
Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины.
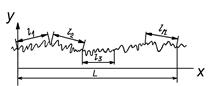
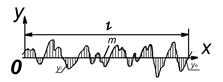
Базовая линия l (поверхность) - линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности. Длина оценки L – длина, на которой оценивается значения параметров шероховатости поверхности (может состоять из одной или нескольких базовых длин), рис.2, а.
а б
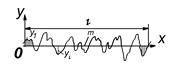
Рисунок 2 – Базовая линия и длина оценки (а), средняя линия и отклонение профиля (б)
Средняя линия профиля m – базовая линия, имеющая форму номинального профиля и проведенная так, чтобы в пределах базовой длины среднее квадратичное отклонение профиля до этой линии было минимально, рис.2, б.
2.1. Параметры, определяющие высотные свойства шероховатостей.
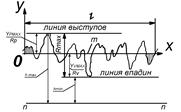
Наибольшая высота профиля R max – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины, рис.3, а. Данный параметр наименее информативен.
а б в
Рисунок 3
Высота неровностей профиля по десяти точкам R z – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины, рис. 3, б.
Информативность параметра R z выше, чем R max.
Наиболее объективно дает высотную характеристику поверхности параметр R а, который определяется на основе n выбранных выступов Y p i и впадин Y v i. Именно поэтому он является предпочтительным при указании на чертежах. Среднее арифметическое отклонение профиля R a – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, рис.3, в.
Между высотными параметрами R a, R z, R max существуют корреляционные зависимости.
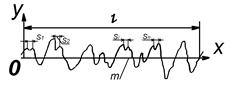
2.2. Параметры, определяющие свойства шероховатостей в направлении длины профиля. Шаг неровностей профиля это отрезок средней линии профиля, ограничивающий неровность профиля, рис.4, S m1…. S mn.

а б
Рисунок 4
Средний шаг неровностей профиля S m – это среднее значение шага неровностей профиля в пределах базовой длины. Средний шаг местных выступов профиляS – это среднее значение шага местных выступов профиля в пределах базовой длины.
2.3. Параметры шероховатости, связанные с формой неровностей профия. Уровень сечения профиля p - расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля, рис.5. Опорная длина профиля hp – это сумма длин отрезков, в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии.

Рисунок 5
Относительная опорная длина профиля t p - отношение опорной длины профиля к базовой длине. По сути, это отношение «опирания» полученной поверхности S b i к идеальному варианту, когда неровностей нет, т.е. поверхность идеально ровная линия с размером базовой длины l.
Кроме рассмотренных, широко применяемых, параметров ГОСТ 25142-82 предусматривает и другие, получаемые современными измерительными комплексами.
3 .На практике применяется три способа нормирования параметров шероховатости поверхности: 1) расчетный (как правило, это часть допуска размера либо формы); 2) прецедентный (по прототипу); 3) экспериментальный (на базе индивидуальных исследований создаваемой или эксплуатируемой конструкции).
Назначение поверхности и условия ее применения являются исходными основами при выборе параметров шероховатости поверхности и их численных значений, которые определяются на базовой длине.
Стандарты предусматривают выбор базовой длины в зависимости от необходимых значений шероховатости; шероховатость, в свою очередь, связана с методом обработки.
Предпочтительно применение параметра R a как наиболее информативного, в том числе и для грубых поверхностей.
Однако параметры R z и R max не потеряли своего значения и их применяют в тех случаях, когда по функциональным тpeбованиям необходимо ограничить полную высоту неровностей профиля, а также когда прямой контроль параметра R a не представляется возможным.
Для ответственных поверхностей производится дополнительно нормирование, не только высотных параметров, а также шаговых. Параметр t p позволяет нормировать важнейшие эксплуатационные свойства поверхности, которые определяются формой неровностей и зависят также от высотных параметров профиля.
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением относительного перемещения трущихся сопряженных поверхностей или направления движения жидкостного, или газового потока. Кроме того, определение направления неровностей существенно для обеспечения необходимой статической и особенно циклической прочности.
При назначении параметров шероховатости поверхностей необходимо оценить возможность их достижения. При выборе шероховатости поверхности следует учитывать, что значения параметров R a, Rz, Rmax должны составлять только некоторую часть допуска соответствующего размера.
4. Существует ряд методов и средств для оценки параметров микронеровностей. Методы могут быть качественными и количественными.
В цеховых условиях в соответствии с ГОСТ 9378-93 «Образцы шероховатости поверхности сравнения. Общие технические условия», (ИСО 2632-1-85, ИСО 2632-2-85) наиболее простым методом контроля шероховатости поверхностей изделий является визуальное (невооруженным глазом или чрез лупу) или органолептическое (на ощупь) сравнение с образцами. Данный метод является качественным.
Количественные методы оценки шероховатости основаны на измерении микронеровностей специальными приборами – контактными и бесконтактными.
Наибольшее распространение для определения шероховатости контактным методом получили щуповые приборы.
В щуповых приборах контактного действия (профилометрах – показывающих среднее арифметрическое отклонение профиля, профилографах – профиль поверхности, профилографах-профилометрах) для измерения высоты неровностей используют вертикальные колебания алмазной иглы, перемещаемой по контролируемой поверхности. Колебания преобразуются в электрическое напряжение с помощью индуктивных, механотронных, пьезоэлектрических преобразователей.
Наибольшее применение находят профилографы-профилометры с индуктивным преобразователем.
Профилограф-профилометр, в котором использован индуктивный преобразователь, позволяет записывать профиль неровностей в увеличенном масштабе в виде профилограммы или измерять параметры шероховатости с индикацией в цифровом виде.
К бесконтактным количественным устройствам оценки шероховатости относят оптические приборы – светового сечения, теневой проекции, интерференции света.
Дата публикования: 2015-09-18; Прочитано: 2167 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
