 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Кузнечно-штамповочное производство
|
|
Основное отличие: заготовки формируются в специальных приспособлениях-инструментах, которые называются штампами. Штампы устанавливаются или на прессы или на молоты. В зависимости от этого несколько изменяется их конструкция. Все штампы можно разделить на 3 типа:
-открытые;
-закрытые;
-для штамповки выдавливанием.
Схема открытого штампа (с одной плоскостью разъёма)
Для помещения в штамп заготовки и извлечения её оттуда, штампы имеют плоскости разъёма (делятся на несколько частей)
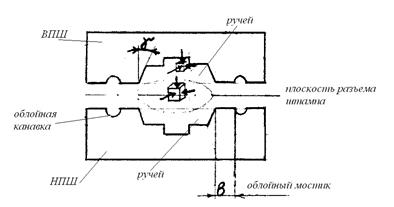
Плоскость Разъема Штампа - совпадает с наибольшим сечением детали, для лучшего заполнения полости штампа материалом заготовки. Каждая часть штампа имеет следующие области.
1.Плоскость, где формируются заготовки, называется ручьём штампа. Штамп может иметь несколько ручьев, т.к. если заготовка сложная по форме, то её редко удаётся окончательно сформировать в одном ручье. Такую заготовку обычно переносят последовательно из одного ручья в другой, приближая её к нужной форме.
2. Для облегчения извлечения заготовки из ручья, вертикальные стенки ручья имеют угол наклона, который называется штамповочный уклон.

 ,
,
где µ - угол трения между заготовкой и штампом.
Вокруг каждого ручья имеется облойная канавка.
Роль канавки.
- Туда вытекают избыток материала исходной заготовки при штамповке, т. к. при штамповке в открытом штампе
 .
. - Вытекшая в облойную канавку часть материала, соприкасаясь с более холодной частью штампа, кристаллизуется, т.е. теряет свою пластичность и запирает выход из штампа. Поэтому при дальнейшем движении частей штампа друг к другу, оставшаяся часть материала начинает заполнять объём ручья, не вытекая из штампа.
Облой играет роль внешнего тормоза. По количеству облойных канавок штампы, устанавливаемые на молоте, отличаются от штампов, устанавливаемых на прессе. На молоте достаточно одной облойной канавки вокруг каждого ручья. На прессе число канавок может быть увеличено до пяти. Это связано с характером нагрузки молота и пресса. В прессе суммарное время формирования заготовки в ручье будет меньше, т. к. формирование заготовки идёт за один ход ползуна пресса. В молоте – за 5-10 ударов. Поэтому, если бы в прессовочном штампе была одна канавка, то весь материал исходной заготовки мог бы вытечь из штампа, не заполнив ручей, следовательно получили бы недоштамповку материала заготовки по высоте.
3. Облойный мостик – b. Ширина его и длина облойной канавки определяется с помощью термодинамических расчётов из условия теплообмена между штампом и заготовкой. По результатам расчёта материал заготовки не должен терять своей пластичности и облой должен надёжно запирать выход из штампа.
Заготовки, полученные в открытом штампе имеют среднюю точность, низкую стоимость и средние характеристики прочности, т.к. части материала, лежащие в области, близкой к плоскости разъёма, будут находиться в условиях смешанного объемного напряженного состояния (имеет место радиальное растяжение заготовки). Наличие растягивающих радиальных напряжений материала в данной области ведёт к уменьшению плотности материала и появлению неоднородности в сердцевине. Во всех остальных точках заготовки - всестороннее неравноосное сжатие.
Штамповка в открытом штампе используется для получения заготовок деталей, работающих при средних нагрузках.
Достоинство: низкая стоимость объясняется относительно низким усилием штамповки, а следовательно понижается износ штампа.
Дата публикования: 2015-07-22; Прочитано: 345 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
