 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Параметры ручной цилиндрической развертки
|
|
Ручная цилиндрическая развертка (рисунок 2) состоит из рабочей части, шейки и хвостовика; рабочая часть в свою очередь, состоит из заборной (режущей) части, калибрующей части и заднего конуса. Канавки между зубьями развертки образуют режущее кромки; канавки предназначены для размещения стружки.
Для повышения качества поверхности при ручной обработке зубья разверток распологаются по окружности с неравномерным шагом.
Геометрические параметры разверток:
- задний угол α;
- передний угол γ;
- главный угол в плане φ;
- угол наклона главной режущей кромки ω [2, с.76 - 77].

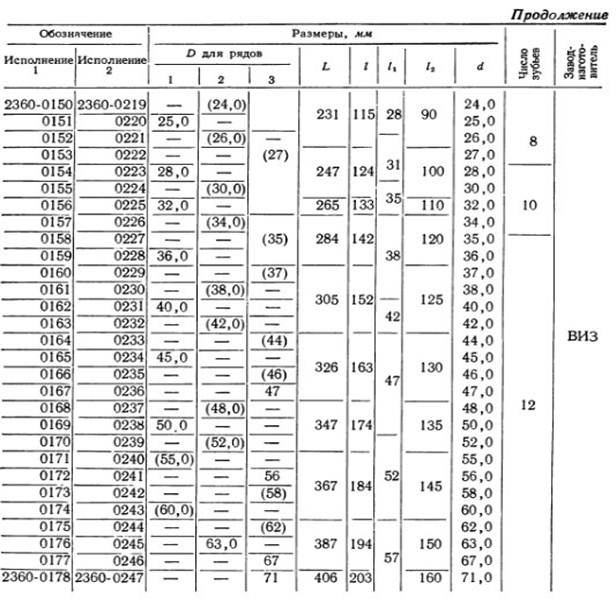
Таблица 1. Параметры ручной цилиндрической развертки [1, с.195 - 197]

Задний угол α выбирается в зависимости от обрабатываемого материала, и принимается в пределах 6- 10˚. Передний угол γ у чистовых разверток равен 0˚, а у черновых – 5 - 10˚. Главный угол в плане φ у ручных разверток равен 1˚, а у машинных при обработке стали 12 - 15˚, у чугуна 3 - 5˚ и при обработке глухих отверстий 45˚.
Угол наклона главной режущей кромки ω при обработке твердых металлов равен 7 - 8˚ и мягких металлов 14 - 16˚[2, с.77].
Дата публикования: 2014-11-19; Прочитано: 611 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
