 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Шкалы и шильдики из латуни
|
|
Красивый декоративный вид имеют шкалы и шильдики, изготовленные из полированной латуни.
Ввиду того что травление латуни производится кислотами (см. пункт «Травление меди и ее сплавов»), защитной пленкой (для рисунка) должны служить кислотоупорные лаки.
Поэтому в данном случае лучше всего пользоваться методом шелкографии (описанным выше), применяя асфальтовый, асфальтобитумный и другие кислотоупорные лаки повышенной вязкости.
§ 22. ИЗГОТОВЛЕНИЕ ШАССИ
Рассмотрим метод, пользуясь которым можно изготовить красивое и прочное шасси из алюминия или мягких сортов дюралюминия, применяя несложный инструмент.
На рис. 18 дана раскройка шасси из алюминия или мягких сортов железа.
Применяя молоток и тиски, раскройка изгибается по пунктирным линиям и затем крышка / приклепывается алюминиевыми заклепками к боковинкам 2. Края боковинок склепываются внахлестку; расположение заклепок видно на рисунке.

Рис. 18. Раскройка шасси:
/ — крышка; 2 — боковинки
Необходимо отметить, что изгибание буртика у боковинки нужно производить в два приема: сначала бур-тик изгибается по всей длине на 30—40°, а затем на все 90°, при этом углы получаются более точными.
После склепывания шасси края крышки нужно опилить напильником.
Поверхность шасси просветляют горячим раствором щелочи.
Со временем электрический контакт между крышкой и боковинкой нарушается (а на боковинке и на крышке могут быть расположены точки заземления). Для устранения этого недостатка стык между боковинкой и крышкой спаивается в нескольких местах (пайка алюминия и его сплавов была описана ранее).
§ 23. ЛИСТОВАЯ ШТАМПОВКА
Листовая штамповка не требует громоздкой и дорогостоящей аппаратуры и приспособлений, но позволяет сравнительно просто получать детали высокого качества.
»• 131
Наиболее целесообразно Применение листовой штамповки в радиоклубах и радиокружках.
Процесс листовой штамповки не нов, им давно уже пользуются радиолюбители при изготовлении небольших однотипных деталей.
На рис. 19 показаны пуансон /, матрица 2 для вырубки роторных пластин малогабаритного конденсатора переменной емкости и штамп в сборе 3.

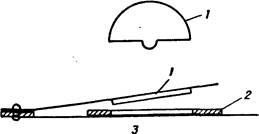
Рис. 19. Листовая штамповка:
/—пуансон; 2—матрица; 3 — штамп в сборе
Пуансоны и матрицы изготовляются из листовой стали повышенного качества (У8А, хромовомарганце-вых и др.), однако если нужно сделать немного деталей (20—30 шт.), то пуансоны и матрицы можно изготовлять из малоуглеродистых сталей.
Точность изготовления деталей штампа (пуансона и матрицы) должна быть высокой, для этого зазоры между пуансоном и матрицей делаются минимально возможными. В результате детали получатся точными и не потребуют дальнейшей обработки.
В табл. 30 приведены допустимые величины зазоров при вырубке деталей из тех или иных металлов.
Таблица 3ft

Соответственно, для более тонкого металла зазоры между пуансоном и матрицей должны быть меньше.
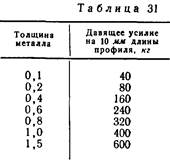
При листовой штамповке необходимо создавать давящее усилие относительно небольшой величины. В табл. 31 приведены усилия на 10 мм длины выруба
емого профиля из металлов:
|
латуни, меди, дюралюминия и стали.
Из таблицы видно, что при толщине металла 1— 1,5 мм давящее усилие все же велико. Однако, если внимательно рассмотреть рис. 19, можно заметить, что штамп работает одновременно не по всему профилю вырубаемой детали. В этом случае образуются так называемые ножницы — вырубка растянута по расстоянию и по времени. Вследствие этого давящие усилия при листовой штамповке значительно ниже указанных в табл. 31.
В любительской практике для создания подобных давящих усилий вполне достаточно самодельного рычажного пресса.{рис. 20), которым можно создать усилия около 700—1000 кг.

Рис. 20. Рычажный пресс

Рис. 21. Штампы:
I—общий вид пуансонов и матриц; II — сечения (деталь со стрелкой—пуансон); о—для отбортовки; б—для получения ребер жесткости; в—для изготовления жалюзи; г — для изготовления шестерен
Такой рычажный пресс—устройство универсальное—его можно использовать для самых различных работ: запрессовки деталей, стягивания деталей при склеивании, листовой штамповки и т. д.
Листовая штамповка позволяет производить не только вырубку деталей, но и делать отбортовку, создавать ребра жесткости, гнуть всевозможные детали из листового материала и т. п. При изготовлении шасси радиоустройств листовую штамповку можно применить для вырубания отверстий под панели электронных ламп, трансформаторов, переключателей и т. д.
Необходимо также отметить, что этот процесс позволяет вырубать детали из термопластичных пластмасс. Хрупкие термопластичные пластмассы (оргстекло, полистирол и др.) предварительно разогреваются до такой температуры, чтобы на границе вырубки не растрескивался материал.
На рис. 21 изображены штампы для различных операций, которые можно осуществить при помощи листовой штамповки:
I—общий вид пуансонов и матриц; II —сечение (деталь со стрелкой—пуансон).
Несколько слов о сборке штампа. Две пружинящие пластины из стали толщиной 1—2 мм склепываются по краям; угол, образованный ими, должен быть 20—30°. Матрица приклепывается произвольно на одной из пластин ближе к краю. Пуансон вставляется в матрицу, а в зазор между матрицей и пуансоном вставляются 3—4 вставки из фольги, так чтобы зазор был равномерен по всему периметру. Другая пружинящая пластина прижимается к пуансону с матрицей; сверху сверлятся отверстия под заклепки, которые будут крепить пуансон к верхней пружинящей пластине.
§ 24. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
Дата публикования: 2014-11-19; Прочитано: 793 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
