 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Підготовка статора до перемотки, виготовлення і укладка пазової ізоляції и котушок
|
|
Підготовку статора до перемотки починають з видалення старої обмотки і очищення пазів від старої ізоляції. Якщо стару ізоляцію пазів трудно зняти, то статори малих габаритів після зняття обмотки занурюють в гаряче трансформаторне масло, яке розм’якшує залишки ізоляції.
Статори або ротори крупних машин очищають ганчірками, змоченими розчинником. Статори і ротори невеликих машин промивають 2 – 3% водному розчині їдкого калію при температурі 70…80 °С, потім промивають в гарячій воді і сушать.
Після цього виконується укладка пазової ізоляції (гільзування).
Виготовлення обмотки статора починають з заготовки окремих котушок на шаблоні. Для правильного вибору розміру шаблона необхідно знати основні розміри котушок головним чином розміри їх прямолінійної і лобової частин.
Довжину прямолінійної частини котушки визначити неважко, складнішим являється визначення точної довжини лобової частини, яка залежить не тільки від кроку обмотки, але і від конструкції машини.
Розміри котушок обмотки можуть бути визначені заміром старої обмотки. В ремонтній практиці також визначають розміри котушки шляхом розрахунків, а потім виготовлення по результатам розрахунку одної-двох котушок і уточнення їх розмірив по місцю після укладки в пази сердечника.
При розрахунку визначають середню довжину (см) половини витка (lпол) по формулі:
lпол = lп + lл,
де lп – довжина пакету активної сталі,
lл – довжина половини лобової частини, включаючи дві прямолінійних ділянки, які являються продовженням пазової частини котушки, і дві зігнутих ділянки.
Для приблизного визначення lл необхідно попередньо визначити ширину котушки τк по дузі, що проходить через середини пазів, в які котушка укладається:
τк = βπ(Di ± hп),
де β – коефіцієнт укорочення кроку,
D– діаметр розточки,
hп – висота пазу, знак «+» – для статора, знак «—» – для ротора.
По величині τк можна приблизно визначити довжину lл.
Для двошарової котушкової обмотки:
lл = К· τк + 3,
де коефіцієнт К приймається в залежності від кількості полюсів:
2р 2 4 6 8
К 1,3 1,35 1,45 1,55.
Для одношарової концентричної обмотки результат lл необхідно помножити на 1,12.
Нерідко при ремонті обмоток двигунів приходиться заміняти в наслідок відсутності проводи необхідних марок і перерізу проводами, які є в наявності. По цим же причинам намотку котушки одним проводом заміняють намоткою двома і більше паралельними проводами, сумарний переріз яких еквівалентний необхідному.
При заміні проводив обмоток електродвигунів попередньо перевіряють коефіцієнт заповнення пазу (Кз.п.) по формулі:
Кз.п. = nd2 / (Sп – Sі),
де n – загальна кількість проводив в пазу,
d – діаметр ізольованого проводу (по ізоляції), мм,
Sп – площа перерізу паза, мм2,
Sі – сумарна площа перерізу ізоляції (прокладок, пазової коробочки і клину), мм2.
Коефіцієнт заповнення пазу має бути в межах 0,7 – 0,75. При коефіцієнті більше 0,75 буде затрудженої укладка проводив обмотки в пази, а менше 0,7 – проводи нещільно розмістяться в пазах і не повністю буде використана потужність електродвигуна.
Котушки всипних обмоток намотують на простих або універсальних шаблонах з ручним (рис.3.4.16) або механічним (рис.3.4.17) приводом.
Для ручної намотки котушок на шаблоні попередньо розводять обидві частини колодок 1 шаблону на відстань, визначену розмірами обмотки, і закріплюють їх у вирізах диска 3, насадженого на вал 2. Один кінець проводу закріплюють на шаблоні і, обертаючи рукоятку 5, намотують необхідну кількість витків котушки.
Кількість витків в котушці показує лічильник 4, встановлений на рамі верстату і пов’язаний з валом 2.
Закінчивши намотку одної котушки, переносять провід в сусідній виріз шаблону і намотують наступну котушку. Котушки бажано намотувати з одного мідного проводу Ø не більше 1,81 мм або алюмінієвого – діаметром не більше 2,26 мм. Використання проводив більших розмірив ускладнює укладку проводив в пази і пошкоджує їх власну 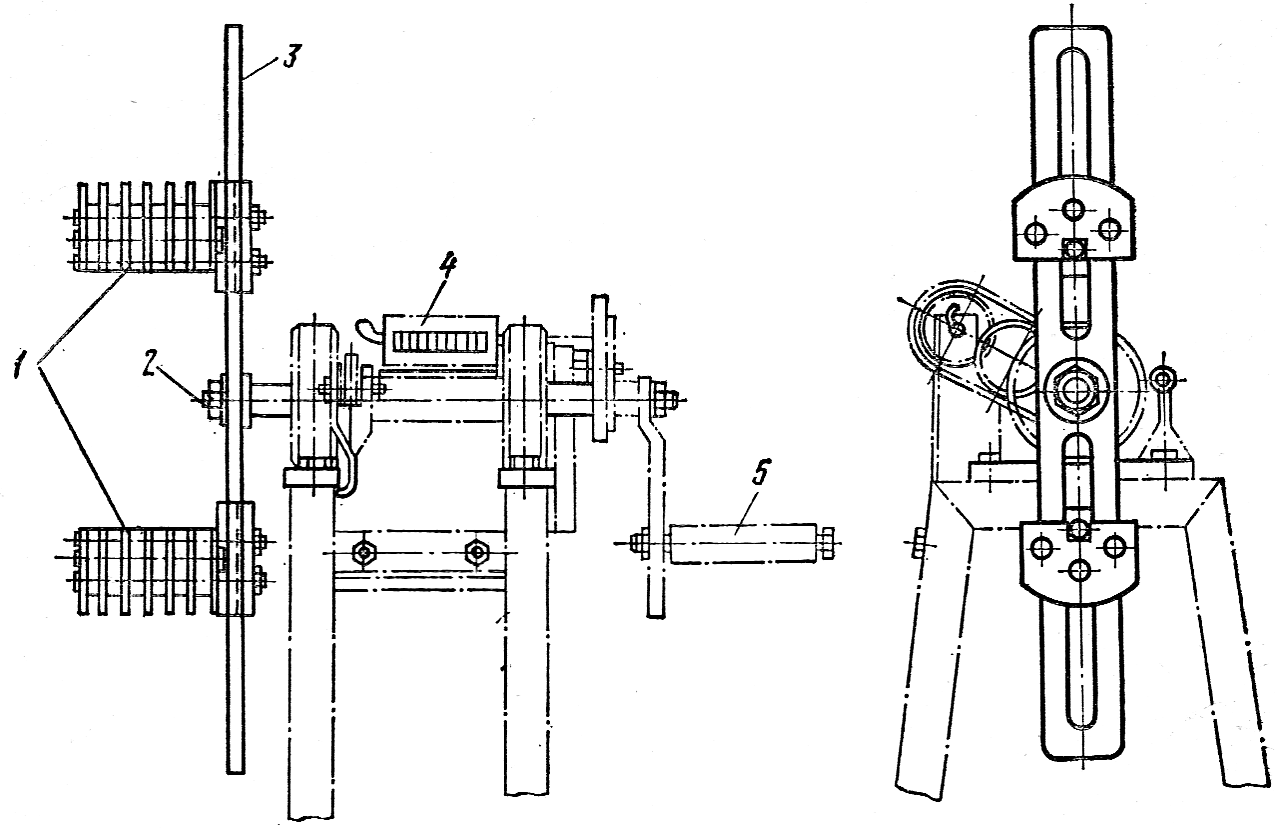 ізоляцію.
ізоляцію.
Рис.3.4.16. Верстат для ручної намотки котушок: 1 – колодки шаблону, 2– вал, 3 – диск, 4 – лічильник витків, 5 – рукоятка.
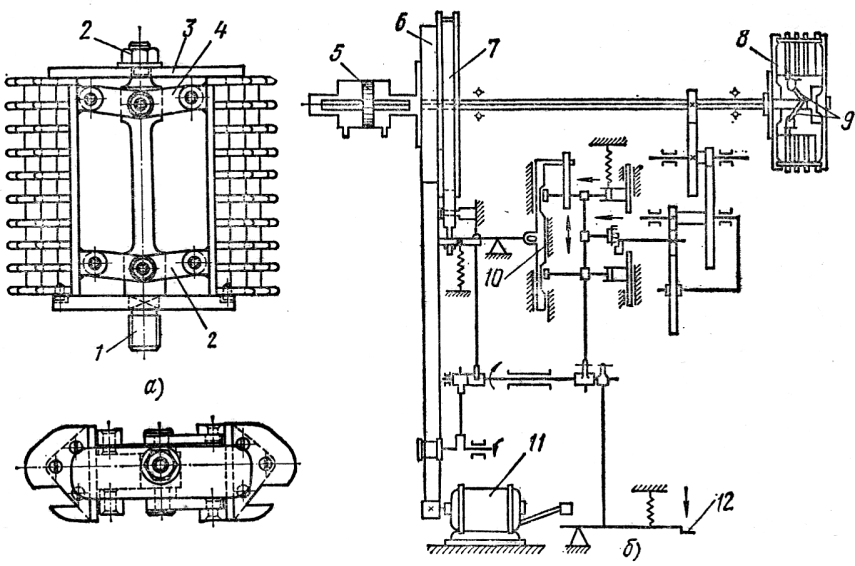
Рис.3.4.17. Механізована намотка котушкової групи:
а – шарнірний шаблон, б – принципова схема механічного приводу:
1– оправка, 2 – затискна гайка, 3– планка фіксуюча, 4 – шарнірна планка, 5 – пнев- матичний циліндр, 6 – передача, 7 – гальмо, 8 – шаблон, 9 – шарнірний механізм шаблону, 10 – механізм зачеп -лення, 11 – електродвигун, 12 – педаль включення верстату.
Укладка котушок виконується наступним чином. Розподіляють проводи в один шар і укладають сторони котушок, що прилягають до пазу (рис.3.4.19); інші сторони цих котушок лишають не вкладеними в пази до тих пір, поки не будуть вкладені нижні сторони котушок у всі пази, що охоплені кроком обмотки. Наступні котушки укладають одночасно нижніми і верхніми сторонами. Між верхніми і нижніми сторонами котушок в пазах встановлюють ізоляційні прокладки з електрокартону, що згинаються у вигляді скобочки (рис.3.4.18), а між лобовими частинами – з лакоткани -ни або листів картону з наклеєними на них кусками лакотканини.
 Рис. 3.4.18. Види пазової ізоляції.
Рис. 3.4.18. Види пазової ізоляції.
а – закрита пазова коробка з одношаровою обмоткою: 1– обмотковий провід, 2 – коробка пазова, 3 – прокладка під клин, 4 – клин пазовий.
б – відкрита пазова коробка: 1– обмотковий провід, 2 – коробка пазова, 3 – прокладка під клин, 4 – клин пазовий, 5 – прокладка міжшарова.

Рис. 3.4.19. Укладка всипної обмотки.
Ізоляція лобових частин обмотки (рис. 3.4.20) машин, призначених для роботи в нормальних умовах виконують тафтяною стрічкою, з перекриттям на половину ширини стрічки. Кожну котушку групи обмотують, починаючи від торця сердечника, у наступному порядку. Спочатку обмотують стрічкою частину ізоляційної гільзи, що виступає з пазу, а потім частину котушки до кінця вигину, після чого закріпляють стрічку клейким складом. Середини головок групи обмотують загальним шаром кіперної стрічки з перекриттям на половину ширини стрічки. Кінець стрічки закріплюють на головці клейким складом або пришивають до неї.

Рис.3.4.20. Ізоляція обмоток статорів асинхронних електродвигунів:
а – пазова, б – лобових частин обмотки, в – міжфазова. 1 – клин, 2 і 5 – електрокартон, 3 – ескапонова склотканина, 4 – тафтяна стрічка, 6 і 8 – бавовняна чулка, 7 – тафтяна стрічка.
Проводи, що лежать в пазу обмотки повинні надійно утримуватися в ньому. Для цього використовують пазові клини, які виготовляються з сухого буку або берези, також з різних ізоляційних матеріалів відповідної товщини (з листової фібри, текстоліту або гетинаксу).
Дата публикования: 2014-11-19; Прочитано: 1428 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
