 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Создание ЭКЛ
|
|
Электрошлаковое кокильное литье
Электрошлаковое кокильное литье предусматривает заливку в кокиль металла вместе со шлаком.
Кокилем называют металлическую форму, заполняемую расплавом под действием гравитационных сил.
Сущность способа заключается в применении многократно используемой литейной формы, которая формирует конфигурацию и свойства отливки. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим отпадает необходимость в землеприготовительных отделениях.
Создание ЭКЛ
В конце 60-х — начале 70-х гг. были разработаны теоретические и технологические основы нового применения электрошлакового процесса — ЭШЛ (рис. 6).
| 
|
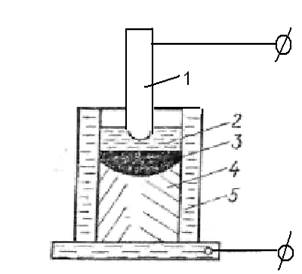
| Рис. 6. Схема ЭШП (а) и ЭШЛ (б): 1 — расходуемый электрод; 2 — шлаковая канна; 3 — расплавленный металл; 4 — выплавляемый слиток или отливка; 5 — кристаллизатор. |
Электрошлаковое литье быстро приобрело сторонников в промышленности. За короткие сроки в нашей стране было организовано крупномасштабное промышленное производство электрошлаковых отливок взамен поковок практически во всех отраслях машиностроения. Наряду с относительно мелкими отливками, такими, как заготовки корпусов запорной арматуры, научились отливать огромные крупнотоннажные заготовки кривошипов коленчатых валов мощных судовых дизель-моторов или деталей бандажей цементных печей массой до 40 т.
Как видно из рис. 6, б, ЭШЛ по своей принципиальной схеме не отличается от ЭШП (см. рис. 6, а). В обоих случаях электрошлаковая плавка расходуемого электрода осуществляется внутри водоохлаждаемого кристаллизатора. При ЭШП кузнечных слитков внутренняя полость кристаллизатора имеет форму цилиндра, усеченного конуса, многогранной призмы или усеченной пирамиды. При ЭШП передельных листовых слитков кристаллизатор имеет в поперечном сечении прямоугольник с закругленными углами, т. е. кристаллизатор для ЭШП имеет довольно простые форму и сечение.
Другое дело ЭШЛ. Здесь кристаллизатор должен соответствовать по своим форме и размерам будущей отливке, имеющей порой достаточно сложную геометрию.
Достоинства ЭШЛ:
1. Высочайшее качество металла, высокие физико-механические свойства, химическая и структурная однородность, большой запас вязких и пластических свойств, обеспечивающий при той же системе легирования и при том же химическом составе металла возможность получения высоких показателей прочности.
2. Прекрасная поверхность отливок, полностью исключающая, какую бы то ни было ее обработку в виде, например, зачистки или, неизбежной в литейном производстве, обрубки.
3. Отсутствие типичных для отливок дефектов в виде пористости, неплотностей, усадочных раковин и, следовательно, высокий выход годного.
Недостатки ЭШЛ:
1. Сложность и высокая стоимость изготовления разъемных водоохлаждаемых форм.
2. Невозможность получения отливок сложной формы, например отливок, имеющих сильно отличающиеся по конфигурации и толщине элементы, несимметричных отливок и т. п.
3. Для ЭШЛ, как и для ЭШП, требуются расходуемые электроды, получаемые, как правило, прокаткой.
4. Высокий удельный расход электроэнергии.
Как сохранить все достоинства и преимущества электрошлаковых отливок и одновременно избавиться от недостатков, отличающих нынешнюю технологию их получения, т. е. технологию ЭШЛ?
Смелым и наиболее разумным оказалось решение — разделить процессы приготовления электрошлакового жидкого металла и формирования из него отливки. Нужно было отказаться от общепринятой и полностью оправдавшей себя схемы совмещения процессов плавления жидкого металла и его затвердевания при ЭШП и ЭШЛ. Предлагалось отступить от сложившихся представлений о нецелесообразности и недопустимости накопления в кристаллизаторе (форме) электрошлакового жидкого металла. Дело в том, что и при ЭШП, и при ЭШЛ в каждый момент времени затвердевает столько же металла, сколько его плавится. Чем глубже металлическая ванна, тем хуже макроструктура электрошлаковых слитка или отливки.
а б в
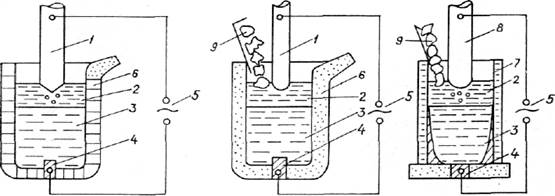
Рис. 8. Схемы ЭШТП:
а — в футерованном огнеупорными кирпичами тигле;
б — в тигле с набивной футеровкой;
в — в гарнисажном тигле;
1 — расходуемый электрод; 2 — жидкий шлак; 3 — расплавленный металл;
Дата публикования: 2015-10-09; Прочитано: 525 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
