 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Похибки основних елементів різьби і взаємозв'язок між ними
|
|
Основною умовою взаємозамінності різьбових деталей є можливість з'єднання по всій довжині згвинчування будь-якого гвинта, який має різьбу певного номінального діаметра з певним кроком, з будь-якою гайкою, і має різьбу такого самого діаметра і такий же крок.
Як було показано вище, різьбове з'єднання є комплексним, тобто це з'єднання, у якому беруть участь багато його параметрів. Похибки окремих елементів різьби, що виникають при її виготовленні, можуть спричинити порушення взаємозамінності й зменшення міцності різьбового з'єднання. Тому для забезпечення взаємозамінності різьбових деталей обмежують граничні контури різьбових деталей по всій їхній довжині.
Для метричних кріпильних різьб по внутрішньому і зовнішньому діаметрах різьби передбачається гарантований зазор. Тому ці елементи для згвинчування не є відповідальними і точність виконання їх досить низька.
Найбільший вплив на згвинчування і взаємозамінність різьбових деталей мають похибки виготовлення середнього діаметра, кроку різьби і половини кута профілю.
Причинами появи похибок середнього діаметра є звичайно ті ж самі фактори, які викликають похибки при виготовленні гладких циліндричних деталей.
Похибки кроку різьби залежать від похибок кроку різьбоутворюючих інструментів (мітчиків, різьбонакатних роликів і т. ін), похибок кроку різьби ходового гвинта верстата, від точності передаточного числа набору шестерень від ходового гвинта до шпинделя верстата та інших причин.
Похибка половини кута профілю може виникнути навіть при відсутності похибки повного куга профілю а, коли бісектриса цього кута не перпендикулярна до осі деталі, тобто вісь різьбової поверхні не паралельна осі різьбової деталі. Коли ж є похибки повного кута профілю а, то похибки половини кута профілю мають місце завжди. Ці похибки можуть бути результатом неточного виготовлення куга профілю чи його половини у різьбоутворюючих інструментів, зміною кута профілю при спрацюванні цих інструментів та при їхніх переточках, а також неточністю встановлення деталі та інструмента на верстаті і т.ін.
При розробці системи допусків на параметри різьби теоретичний аналіз впливу похибок кроку і похибок половини кута профілю показав, що їх можна компенсувати за рахунок зміни дійсного середнього діаметра різьбових деталей, У гайок для цього середній діаметр необхідно дещо збільшувати, а у гвинтів - зменшувати. Хоча іноді на виробництві так роблять, якщо необхідно забезпечити згвинчування конкретних деталей при ремонті, але для взаємозамінних деталей цю операцію виконувати не рекомендується
Встановимо залежність між похибками кроку й половини кута профілю та числом, на яке треба змінити середній діаметр різьби для компенсації таких похибок.
Похибка кроку різьби гвинта або гайки визначається різницею між дійсним і номінальним значеннями кроку. На довжині згвинчування L ця похибка збільшується і є накопиченою ∆Р, яка дорівнює похибці кроку, помноженій на число витків різьби на довжині згвинчування:
де РД- дійсний крок різьби; РН - номінальний крок різьби.
Якщо умовно накласти профіль різьби гвинта, у якого є похибка кроку, на профіль різьби гайки, яка не має похибок кроку, то побачимо (рис. 1), що заштриховані частини профілю різьби гвинта не дадуть можливості з'єднати такі деталі. З трикутника ВСД можна визначити половину діаметральної компенсації і саму діаметральну компенсацію похибки кроку різьби:

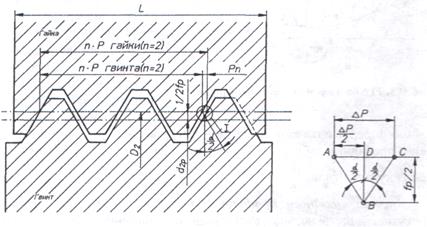
Рисунок 1 - Залежність між похибкою кроку Р і діаметральною коменсацією середнього діаметра різьби гвинта f P
Діаметральною компенсацією похибки кроку fP називається число, на яке треба зменшити середній діаметр різьби гвинта або збільшити середній діаметр різьби гайки, щоб забезпечити згвинчування різьбових деталей, у яких є похибки кроку.
Похибка половини кута профілю різьби гвинта або гайки визначається різницею між дійсним і номінальним значеннями половини кута профілю  .
.
Якщо при виготовленні метричної різьби одержано несиметричний профіль, тобто похибки половини кута профілю правої і лівої сторін профілю різьби різні, то визначають їхнє середнє арифметичне значення, яке приймають за похибку половини кута профілю  .
.
Припустимо, що гайка має теоретично правильні профіль і крок різьби, тобто виготовлена без похибок, а гвинт - тільки правильний крок, а кут профілю більший за теоретичний, тобто має похибку половини куга профілю  (рис. 2).
(рис. 2).
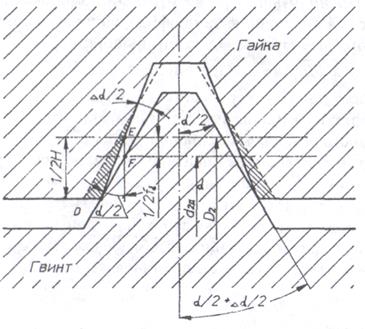
Рисунок 2 -Залежність між похибкою половини кута профілю ∆α/2 і діаметральною компенсацією середнього діаметра різьби гвинта f d2
Хоча середні діаметри цих деталей рівні між собою, гайку і гвинт згвинтити неможливо, бо заважатиме метал заштрихованої на рисунку частини профілю витків різьби гайки (положення 1 і 3 витків гайки і гвинта на рис. 2). Щоб забезпечити згвинчування, треба зменшити середній діаметр різьби гвинта на величину  яка називається діаметральною компенсацією похибки половини кута профілю різьби (виток різьби гвинта займе при цьому положення 2 на рис. 2). її визначають з трикутника DEF за теоремою синусів і для метричної кріпильної різьби (за ГОСТ 16093-81) одержують формулу
яка називається діаметральною компенсацією похибки половини кута профілю різьби (виток різьби гвинта займе при цьому положення 2 на рис. 2). її визначають з трикутника DEF за теоремою синусів і для метричної кріпильної різьби (за ГОСТ 16093-81) одержують формулу
 ,
,
де  - діаметральна компенсація похибки половини кута профілю різьби, мкм; Р - номінальний крок різьби, мм; ∆ - похибка половини кута профілю різьби, мін.
- діаметральна компенсація похибки половини кута профілю різьби, мкм; Р - номінальний крок різьби, мм; ∆ - похибка половини кута профілю різьби, мін.
Похибки середнього діаметра різьби і поняття про зведений середній діаметр різьби. При виготовленні різьбових деталей, крім похибок кроку і половини кута профілю, виникають і похибки власне середнього діаметра f d2. Останні пропорційні, як і для гладких з'єднань, до  , де к - числовий коефіцієнт, близький до 0,5. При наявності похибок середнього діаметра зменшуються робоча висота профілю Н1 площа прилягання витків гвинта і гайки і водночас - міцність різьбового з'єднання.
, де к - числовий коефіцієнт, близький до 0,5. При наявності похибок середнього діаметра зменшуються робоча висота профілю Н1 площа прилягання витків гвинта і гайки і водночас - міцність різьбового з'єднання.
Завдяки можливості компенсації похибок кроку різьби і половини кута профілю за рахунок середнього діаметра з'явилась можливість не нормувати допуски на ці параметри для метричних кріпильних різьб, а встановлювати тільки допуск на середній діаметр різьбової деталі. Для цих різьб допуск на середній діаметр Td2 (D2) складається з трьох частин і становить для гвинтів і гайок

 - похибки середнього діаметра різьби гвинта чи гайки.
- похибки середнього діаметра різьби гвинта чи гайки.
Для виготовлених різьбових деталей, що мають відомі нам значення похибок середнього діаметра, кроку і половини кута профілю можна визначити значення зведених середніх діаметрів різьб, які дозволяють вирішити питання: чи може бути згвинченою певна гайка з даним гвинтом.
Зведений середній діаметр гвинта d2 можна розглядати як середній діаметр гайки, що не має похибок кроку і половини кута профілю і може бути згвинчена з цим гвинтом, який має такі похибки. Тоді формула для визначення d2 має вигляд
 ,
,
де d2 - дійсний середній діаметр гвинта;  і
і  - діаметральні компенсації кроку і половини кута профілю гвинта.
- діаметральні компенсації кроку і половини кута профілю гвинта.
Зведений середній діаметр гайки D2 можна розглядати як середній діаметр гвинта, що не має похибок кроку і половини кута профілю і може бути згвинчений з цією гайкою, яка має такі похибки. Тоді формула для визначення D2 має вигляд:

де D2д - дійсний середній діаметр гайки;  і
і  - діаметральні компенсації кроку і половини кута профілю гайки.
- діаметральні компенсації кроку і половини кута профілю гайки.
Тепер можна записати нерівність, що визначає можливість з'єднання конкретного гвинта і гайки та називається умовою згвинчуваності:

При цьому треба підкреслити, що зведені середні діаметри D2 і d2 повинні визначатись окремо для кожної з різьбових деталей.
2 Система допусків і посадок трапецеїдальних і упорних різьб (кінематичних різьб)
Кінематичні різьби, застосовувані для гвинтових пар, мають гарантовані зазори по спряжуваних поверхнях. Зазори необхідні для розміщення змащувального матеріалу і зменшення тертя, компенсацій температурних деформацій і створення однопрофільного контакту по бічних сторонах профілю різі. Основним показником точності гвинтових пар є різниця дійсного і теоретичного переміщення однієї з деталей пари в осьовому напрямку.
На відміну від кріпильних різьб, у яких необхідний великий опір самовідгвинчуванню, в кінематичних різьбважливо мати мале тертя.
Приведений коефіцієнт тертя f
f 1 = f/cos α/2 (де f – коефіцієнт тертя) для трапецеїдальної різьби на 40%, а для метричної на 15% більше, ніж для прямокутної, але прямокутну різь важче виготовити, і вона має меншу міцність і зносостійкість. У з'єднаннях з трапецеїдальною різзю посадка гайки по похилих бічних сторонах профілю (по середньому діаметру) добре центрує деталі, а радіальні й осьові зазори можуть бути вибрані застяганням розрізної гайки.
Трапецеїдальна різьб. Система допусків і посадок трапецеїдальної різі з профілем за ГОСТ 9484-81 встановлена ГОСТ 9562-81 для однозахідної і ГОСТу 24739-81 для багатозахідної. Номінальний профіль і розташування полів допусків трапецеїдальної різі показані на рисунку 3.
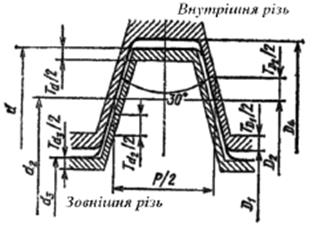
Рисунок 3 – Розташування полів допусків однозахідної трапецеїдальної різьби
Встановлені основні відхилення для середнього діаметра гвинтів однозахідної різьби —- с, е, g і h, багатозахідної різьби — с, е, і g; для середнього (D2), внутрішнього (D1) і зовнішнього (D4) діаметрів різі гайки - Н; для зовнішнього (d) і внутрішнього (d3) діаметрів болта - h. Верхнє відхилення зовнішнього діаметра гайки, граничні відхилення окремо кроку і кута профілю не встановлені. Допуски середнього діаметру трапецеїдальної різі є сумарними. Поля допусків однозахідної і багатозахідної різей установлені в точному, середньому і грубому класах, а довжини згвинчування поділені на дві групи: нормальні N і довгі L. Посадки застосовують лише в системі отвору.
Приклади позначення точності багатозахідної різі: Тr 20х4 (Р2)-8е - позначення поля допуску гвинта; Тr 20х4 (Р2) - 8Н - позначення поля допуску гайки; Тr 20х4х(Р2)-8Н/8е - позначення посадки (цифра 4 - хід різьби, Р - крок, 2 - числове значення кроку).
Приклади позначення точності однозахідної різьби: Тr 40 х 6 – 7е, Тr 40х6 – 7Н, Тr 40х6 – 7Н/7е.
Упорна різьба. Упорну різьбу застосовують у механізмах з великим однобічним тиском (у домкратах, гвинтових пресах, натискних пристроях робочих клітей прокатних станів, у з'єднаннях колон з поперечками гідропресів і т. п.). Профіль і основні розміри цієї різьби регламентовані ГОСТ 10177-82. Для зменшення моменту тертя слід було б прийняти робочий кут профілю γ = 0, проте він прийнятий рівним 30 головним чином з технологічних міркувань (можна фрезерувати різьби і сприятливіші умови нарізування на токарному верстаті). Кут нахилу профілю β = 30°. Для зниження концентрації напруги і підвищення динамічної міцності западина різьба має закруглену форму.
Система допусків і посадок упорної різьби з профілем і основними розмірами за ГОСТ 10177-82 регламентована ГОСТ 25096-82.
Граничні контури нарізного з'єднання з упорною різьбою і відхилення зовнішньої і внутрішньої різей показані на рисунку 4.
Розташування поля допуску середнього діаметра d2 зовнішньої різьби визначене основним відхиленням h. Гарантовані зазори по середньому діаметру забезпечують шляхом збільшення середнього діаметра зовнішньої різьби - для D2 передбачене основне відхилення AZ. Для отримання зазорів по внутрішньому і зовнішньому діаметрах різьби на d, d3 призначають основне відхилення h, а на D, D1 - Н. Поле допуску діаметра різі утворюється поєднанням ступеня точності (допуску) і основного відхилення. Стандарт передбачає для діаметрів d, D1 допуски за ступенем точності 4, а для діаметрів d2, d3 і D2 — ступені точності 7, 8 і 9. Допуски середнього діаметра (d2 і D2) є сумарними. Довжини згвинчування упорної різьби поділяються на нормальні N і довгі L (вказується в позначенні).
Позначення поля допуску упорної різьби складається лише з позначення поля допуску середнього діаметра, тобто з цифри відповідного ступеня точності, і букви основного відхилення, наприклад 8h, 7AZ. В умовному позначенні різьби позначення поля допуску повинне слідувати за позначенням розміру упорної різьби:
S36х6-7h, S36х6LH-8h, S36х6-7AZ. Посадки в нарізному з'єднанні позначають дробом, наприклад S36х6-7AZ/7h.

Рисунок 4 – Розташування полів допусків упорної різьби
Питання для самоперевірки
1. Які причини появи похибок основних елементів різьби?
2. Від чого залежать похибки кроку різьби?
3. Які похибки мають найбільший вплив на згвинчування і взаємозамінність різьбових деталей?
4. Як визначається похибка кроку різьби гвинта та гайки?
5. Позначення поля допусків трапецеїдальних різьб?
6. Позначення поля допусків упорних різьб?
Дата публикования: 2015-09-17; Прочитано: 2352 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
