 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Технологические процессы производства №1
|
|
1. Формирование спутника – носителя (Автомат формирования спутника ЭМ – 2008);
2. Сквозное разделение пластин (Автомат резки пластин ЭМ – 2005);
3. Укладка кристаллов в кассеты (Автомат укладки ЭМ - 4085);
4. Посадка кристаллов (Автомат посадки ЭМ – 4085);
5. Термовыдержка (Камеры тепла ДРМ3023022, КТ04 – 350, КТЦ – 025, Я5М3013000)
6. Присоединение выводов (Установки сварки ЭМ – 4020, ЭМ – 4060);
7. Гермитизация приборов (Пресс герметизации ДГ – 2432А, МНР – 14001УХЛ4, О3КС – 700 – 2);
8. Вырубка приборов (Пресса вырубки);
9. Покрытие выводов (ванна лужения);
10. Проверка герметичности приборов (Установки проверки герметичности);
11. Маркировка (П/авт. Маркировки ДРМ3825015,ДРМ3820008,ДРМ3825010);
12. Измерение электропараметров готовых изделий (Установки измерений «Виадук»,
«Икомат – 200», «Иней», «Вахта», «Стабилизаторы»);
13. Упаковка готовых изделий (Упаковщик ТМ – 50, ручные упаковщики).
Подразделение 431: Сборка и пайка СВЧ - приборов и корпусов ТО – 254,258 (Стол с микроскопом и печь конвейерная СК 11/16 – 10);
1. Отжиг рамок, обжиг деталей после литья (Печь конвейерная СК 11/16 – 10, СТН 11008);
2. Обезжиривание рамок в трихлорэтилене (Уст – ка. обезжиривания в трихлорэтил. ДРМ3240132);
3. Штамповка рамок (Пресс «Грабенер»);
4. Локальное золочение и серебрение, стационарное золочение (Уст – ка лок золочения ДРМ3210034, УЗ – 80);
5. Переработка драгметаллов (Чаша выпарная);
6. Разлив кислот, перекиси, аммония фтористого (Уст – ка фильтрации и перекачки ДРМ3387163);
7. Контроль приборов после покрытия (Стол, микроскоп);
8. Химическое и электрохимическое обезжиривания рамок и приборов (Уст – ка обезжиривания ДРМ3240132);
9. Холодное и горячее травление рамок и приборов (Ванна травления КСНЕ 443136005);
10. Электрохимическое покрытие сплавами «Олово – висмут» рамок и приборов (Ванна олово – висмут Я5М3210006, выпрямитель ТВР – 800/12);
11. Химическое оксидирование стали (Ванна оксидирования КСНЕ 443136005);
12. Вальцевание припоя и проволоки (Станок проката ДРМ4084000);
13. Литьё керамических деталей (Литьевая машина 7800 - 3783).
Производство №2 состоит из двух производственных структурных подразделений: производство «Пластина», производство «Эпитаксия».
Производство «Пластина» занимается изготовлением пластин из слитков монокристаллического кремния диаметром 76, 100, 150 мм и покупных заготовок. Изготавливаемые пластины поступают:
1) на производство «Эпитаксия» для производства эпитаксиальных структур и далее на кристальные производства № 3, 4;
2) на кристальные производства №3,4;
3) потребителям за пределы предприятия по отдельным договорам.
Номенклатуру изделий производства «Пластина» составляют:
- пластины из более 15 марок монокристаллического кремния ориентации (111) и (100);
- пластины соответствующие требованиям по 5 основным техническим условиям, в т.ч. и с дополнительными требованиями;
- пластины с разным видом обработки нерабочей стороны (шлифовано-травленные, полированные, шлифовано-полированные);
- пластины толщиной от 250 дл 695 мкм;
- диффузионно-кремниевые структуры.
Типовой технологический процесс изготовления пластин состоит из выполнения базовых технологических операций по блокам:
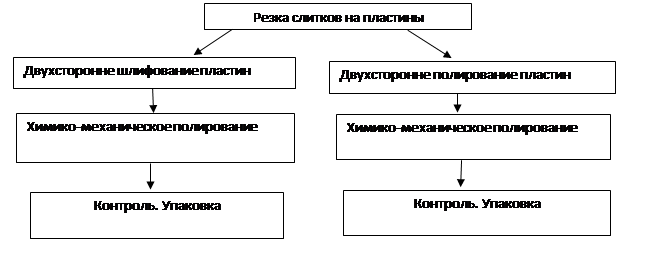
Резка слитков проводится с помощью дисков с внутренней режущей кромкой. Двухсторонняя полировка проводится с помощью полировальной суспензии состоящей из смеси трансформаторного масла, спирта и алмазной пасты.
Двухсторонняя шлифовка производится с помощью суспензии на основе шлифовального порошка F-400 и синтамида.
Очистка пластин после резки и двухсторонней шлифовки проводится в растворе щелочи (NaOH).
Химико-механическая полировка проводится с помощью полировальной суспензии на основе диоксида кремния (SO2) и полировальных материалов.
Производство «Эпитаксия» занимается обработкой тонких пластин кремния монокристаллического, оно состоит из следующих подразделений: участок фотолитографии, участок химической обработки пластин, участок ионного легирования, участок термической диффузии и участок эпитаксиального наращивания.
Участок фотолитографии служит для изготовления фоторезистивных масок на рабочей стороне пластины. Для этого используется фоторезист позитивный ФП 9120-1.8, для проявления используется едкий натр (NaOH), пластины также обрабатываются в травителе №16 на основе плавиковой кислоты (HF), для травления окисла кремния и смеси КАРО (H2SO4 ׃ H2O2) для снятия фоторезиста.
На участке химической обработки пластин происходит очистка пластин от органических и других загрязнений. Для этого используются реагенты: плавиковая кислота (HF) и перекисно-аммиачный раствор (H2 O2 ׃H4 OH).
Ионное легирование предназначено для создания в кремнии локальных областей, легированных примесью. На участке проводится имплантация сурьмы (Sb) (B) с энергией (40-70 кэВ) и дозами (10÷630) мк Кл/см2.
При термической диффузии происходит обработка кремниевых пластин при высокой температуре (1150-1220ºС), для создания на поверхности окисного слоя (SO2), а также для активации имплантированной примеси (Sb, B) и формирования легированных слоёв требуемой глубины. Процесс проходит с подачей в рабочую зону кислорода, азота и паров соляной кислоты (HCl).
Участок эпитаксиального наращивания служит для нанесения на планарную сторону пластины тонкого слоя монокристаллического кремния. Для этого используется хлоридный процесс термического (T = 1180ºС) восстановления тетрахлорида кремния (SiCl4 ) в атмосфере водорода (H2 )/
Для очистки реактора используется газообразная соляная кислота (HCl). Примесная проводимость эпитаксиальный структур достигается добавлением в паро-газовую смесь лигатуры- фосфина (PH3 ) для создания n-типа проводимости или изопропилкарборана для создания р-типа проводимости.
Производство №3 изготавливает изделия электронной техники по следующим направлениям:
- мощные вертикальные n- и p- канальные полевые транзисторы (MOSFET) с областью рабочих напряжений 50-800 В;
мощные и маломощные нерегулируемые и регулируемые стабилизаторы напряжения;
микросхемы генераторов мелодий;
микропроцессорные большие интегральные схемы;
диоды с барьером Шоттки;
сверх большие интегральные схемы и постоянные запоминающие устройства.
Производство кристаллов – является одним из основных технологических процессов в цепочке изготовления интегральных схем микроэлектроники, 30% объема производства составляют диоды Шоттки.
Основными технологическими процессами изготовления интегральных схем микроэлектроники, диодов Шоттки являются:
- процесс фотолитографии, обработка п/п пластин с использованием светочувствительных полимеров и фотошаблонов, которые предназначены для создания топологии схемы в диэлектрических и металлических слоях с использование оборудования типа Лада-125 (установки гидромеханической обработки, нанесения фоторезиста методом центрифугирования, проявления фоторезиста и сушки ф/р, установки совмещения и экспонирования;
-процесс химического или плазмохимического травления слоев с использование оборудования типа линии химического травления «Лада» и установки ПХО О8ПХ0-100Т-004, 005, 008, 001.
- процесс ионного легирования с использование оборудования типа Везувий, Лада, Днепр;
- процессы эпитаксиального наращивания слоев с использование оборудования типа Изотрон, УНЭС, Изоплаз;
- диффузионные и окислительные процессы с использование оборудования типа «Оксид, Октава, СДОМ, Термоком»;
- напыление металлов AL, Ni, W, Ag, Au, Mo на оборудовании типа «Оратория, Магна»;
Производство №4 филиала “Транзистор” является изготовителем кристаллов диодов, транзисторов и интегральных микросхем.
В технологическом процессе изготовления кристаллов используется следующее оборудование:
1. На участке “Диффузия”.
Для диффузии примесей бора и фосфора используются электропечи. Температуры, при которой происходят процессы диффузии составляют 300¸1300оС, технологические газы – азот, кислород, водород, моносилан, дихлорсилан, аммиак.
Для внедрения примеси в кремний применяют установки ионного легирования типа “Везувий” и “Лада 30” с ускоряющими напряжениями от 20 до 100 квольт.
Для проведения химических обработок пластин используются установки типа “Лада”, в которых обрабатываются кремниевые пластины. Для обработки пластин применяются растворы водные аммиака и перекиси. В установках предусмотрена механическая закачка растворов и их слив.
2. На участке фотолитографии.
Для изготовления топологических рисунков на пластинах применяются установки совмещения и экспонирования, на которых проводится совмещение рисунка на пластинах и фотошаблонах. Также на этих установках проводят засветку фоторезиста ультрафиолетовым светом. Травление окислов и металлов осуществляют на установках типа “Лада”. Травление окислов проводят в плавиковой кислоте, травление металлов – в ортофосфорной кислоте. Для контроля фотолитографии применяют микроскопы типа ММУ-3 с увеличением до 300 крат.
3. Участок напыления и утонения пластин.
3.1 Для напыления металлов применяются установки магнетронного напыления типа “Оратория”. Напыления проводят в высоком вакууме.
3.2 Для утонения (шлифовки) пластин применяется установка типа “Диско”. Шлифовку проводят алмазными кругами.
4. Участок измерений и контроля внешнего вида кристаллов.
4.1 Для измерения электрических параметров кристаллов и их разбраковки применяются установки типа “Иней”.
Для перемещения пластин и создания контакта кристалла с измерительной установкой применяют зондовые установки типа “Зонд – А5”.
4.2 Для контроля внешнего вида применяют микроскопы с увеличением ³ 50крат. На пластине контролируется 10% кристаллов расположенных по диаметру пластин.
Производство ИМК «Инзар» является изготовителем технологической оснастки (штампы, пресс-формы, приспособления, клише,штемпеля,выводные рамки,пружины,вывода)для нужд основного производства филиала “Транзистор”
В технологическом процессе изготовления технологической оснастки используется следующее оборудование:
1. На участке плоской шлифовки используются:
-плоско-шлифовальные станки, для шлифование плоскостей различных видов деталей
-координатно-шлифовальные станки, для шлифования отверстий высокой точности
2. На участке токарном используются:
-токарно-винторезные станки, для точение тел вращения, сверления, растачивания, нарезание наружной и внутренней резьбы.
3. Фрезерный участок, используется:
-фрезерные станки, для фрезерование деталей различной конфигурации и видов(прямоугольные, тела вращения и др.)
4. Участок профильной шлифовки, используются:
-оптико-шлифовальные станки, для шлифование деталей сложной формы и конфигурации с высокой точностью.
5.Заточное отделение, используются:
-заточное оборудование, для заточки инструмента (фрез, сверл, резцов и др.)
6.Координатно-расточной участок, используются:
-координатно-расточные станки, для сверления, растачивания, разметки точных отверстий в деталях различной формы и конфигурации.
7. Участок штамповки, используются:
-пресса,для штамповки выводных рамок, выводов, колпаков, прокладок и др.
8.Электроэрозионный участок, используются:
-электроэрозионные станки для вырезки различных профилей деталей из твердого сплава и труднообрабатываемых сталей.
9.Другое вспомогательное оборудование (настольно-сверлильные, заточные станки, отрезные станки, гибочные станки и др.).
Дата публикования: 2015-07-22; Прочитано: 1210 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
