 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Подготовка труб и деталей к сборке и сборка стыков
|
|
7.51 Подготовка кромок под стандартную разделку (рисунок 9) выполняется механической обработкой или газовой резкой с последующей зачисткой шлиф-машинкой.
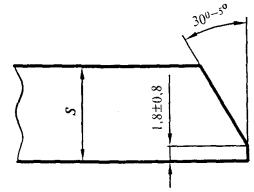
Рисунок 9 - Схема обработки кромки
7.52 Перед сборкой труб необходимо:
- очистить внутреннюю полость труб и деталей от грунта, грязи, снега и других загрязнений;
- очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб, деталей газопроводов, патрубков, арматуры на ширину не менее 10 мм;
- проверить геометрические размеры кромок, выправить плавные вмятины на концах труб глубиной до 3,5 % наружного диаметра трубы;
- очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм, обрезают.
При температуре воздуха ниже минус 5 °С правка концов труб без их подогрева не рекомендуется.
7.53 Сборку стыков труб производят на инвентарных лежках с использованием наружных или внутренних центраторов.
Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15 S + 0,5 мм, где S - наименьшая из толщин стенок свариваемых труб.
7.54 Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
Сварка труб или труб с соединительными деталями и патрубками арматуры с большей разнотолщинностью осуществляется стандартным переходом длиной не менее 250 мм.
При отсутствии стандартных переходов допускается производить на надземных и внутренних газопроводах низкого давления нахлесточные соединения «труба в трубу» размеров d 50´40, 40´32, 32´25, 25´20 мм.
Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 и выполнением следующих требований:
- просвет между трубами, соединяемыми внахлест, не более 1 - 2 мм и равновелик по периметру;
- величина нахлеста по длине соединяемых труб не менее 3 см;
- на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
- соединения свариваемых торцов после специальной подготовки (утонении) кромок изнутри или снаружи более толстостенного элемента с толщиной стенки S 3 до толщины S 2 свариваемого торца (рисунок 10), которая не превышает 1,5 толщины менее толстостенного элемента S 1.
7.55 Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
- 15 мм - для труб диаметром до 50 мм;
- 50 мм -»»» от 50 до 100 мм;
-100 мм -»»» св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Рисунок 10 - Обработка свариваемых торцов труб
7.56 Для закрепления труб в зафиксированном под сварку положении электродами, применяемыми для сварки корневого шва, следует выполнять равномерно расположенные по периметру стыка прихватки в количестве:
- для труб диаметром до 80 мм - 2 шт.;
- для труб диаметром св. 80 мм до 150 мм - 3 шт.;
- для труб диаметром св. 150 мм до 300 мм - 4 шт.;
- для труб диаметром св. 300 мм - через каждые 250 мм.
Высота прихватки должна составлять 1/3 толщины стенки трубы, но не менее 2 мм; длина прихватки - 20 - 30 мм при диаметре стыкуемых труб до 50 мм; 50 - 60 мм - при диаметре стыкуемых труб более 50 мм.
7.57 При сборке на внутреннем центраторе и последующей сварке целлюлозными электродами сварщикам следует приступать непосредственно к выполнению корневого шва без прихваток. Если в процессе сборки и установки технологического зазора прихватка была произведена, она должна быть полностью вышлифована и заварена вновь при сварке корневого шва.
7.58 Перед началом выполнения сварочных работ поворотных и неповоротных стыков труб производится просушка или подогрев торцов труб и прилегающих к ним участков.
Просушку торцов труб путем нагрева на 50 °С рекомендуется производить:
- при наличии влаги на трубах независимо от температуры окружающего воздуха;
- при температуре окружающего воздуха ниже плюс 5 °С.
7.59 Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре скоростью свыше 10 м/с можно выполнять при условии обеспечения защиты места сварки от влаги и ветра.
7.60 Необходимость предварительного подогрева стыков определяют в зависимости от марок стали свариваемых труб, подразделяющихся на следующие группы:
- I - трубы из спокойных (сп) и полуспокойных (пс) сталей марок: Ст1, Ст2, Ст3, Ст4 по ГОСТ 380; 08, 10, 15 и 20 по ГОСТ 1050;
- II - трубы из кипящих (кп) сталей марок: Ст1, Ст2, Ст3, Ст4 по ГОСТ 380;
- III - трубы из низколегированных сталей марок: 09Г2С, 16ГС, 17ГС, 17Г1С и др. по ГОСТ 19281; марки 10Г2 по ГОСТ 4543.
Предварительный подогрев стыков производят при сварке труб с толщиной стенки от 5 до 10 мм электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха: ниже минус 20 °С - для труб I и II групп, ниже минус 10 °С - для трубIII группы.
При сварке при температуре минус 10 °С подогрев труб с толщиной стенки более 10 мм обязателен.
Минимальная температура подогрева должна составлять 100 °С и измеряться на расстоянии 5 - 10 мм от кромки трубы.
Температуру предварительного подогрева контролируют контактными термометрами или термокарандашами (ТУ 6-10-1110).
Место замера температуры контактными термометрами нужно предварительно зачистить металлической щеткой.
Таблица 18
| Диаметр труб, мм | Толщина стенки, мм | Слой | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм |
| От 300 | От 6 | 350 - 450 | 34 - 36 | 35 - 40 | ||
| до 400 | 2 и посл. | 36 - 38 | 15 - 20 | 30 - 40 | ||
| до 12,5 | 400 - 500 | 40 - 42 | 30 - 35 | |||
| 30 - 35 | ||||||
| От 500 | От 6 | 400 - 500 | 42 - 45 | 35 - 40 | 30 - 35 | |
| до 800 | до 12,5 | 500 - 550 | 46 - 48 | 38 - 40 |
Если необходимы и просушка, и подогрев стыка, то производится только подогрев стыка.
7.61 Не рекомендуется зажигать дугу с поверхности трубы. Дуга зажигается с поверхности разделки кромок или же с поверхности металла уже выполненного шва.
7.62 При применении для сборки стыка наружных центраторов снимать их допускается после сварки не менее 50 % стыка. При этом отдельные участки шва равномерно располагают по периметру стыка. Перед продолжением сварки корневого шва после снятия центратора все сваренные участки зачищают, а концы швов прорезают шлиф-машинкой.
7.63 До полного завершения корневого слоя шва не рекомендуется перемещать свариваемый стык.
7.64 Для предупреждения образования дефектов между слоями сварного шва перед выполнением каждого последующего слоя поверхность предыдущего слоя очищают от шлака и брызг.
Для облегчения удаления шлака рекомендуется подбирать режимы сварки, обеспечивающие вогнутую (менискообразную) форму поверхности корневого и заполняющих слоев.
Начало и конец кольцевого сварного шва отстоят от заводского шва трубы (детали, арматуры) не ближе:
- 50 мм - для диаметров менее 400 мм;
- 75 мм -»»» 1000 мм;
- 100 мм -»» более 1000 мм.
Места начала и окончания сварки каждого слоя («замки» шва) располагают для труб диаметром 400 мм и более не ближе 100 мм от «замков» предыдущего слоя шва; для труб диаметром менее 400 мм - не ближе 50 мм.
Дата публикования: 2015-07-22; Прочитано: 2558 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
