 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Соответствующие им структурные единицы крупного предприятия
|
|
| #G0Процессы подготовки производства | Структурные единицы - подразделения |
| Исследовательские | Отдел изучения потребностей, научно-исследовательские тематические отделы, отдел (бюро) технико-экономических исследований, отдел внедрения результатов НИР |
| Инженерные | Конструкторские тематические отделы, технологическая служба, отдел стандартизации и нормализации, центральная заводская лаборатория, отдел организации производства, труда и управления |
| Производственные | Макетные мастерские, экспериментальное производство, цехи мелких серий, производственные цехи |
| Обеспечивающие | Служба научно-технической информации, отдел кадров и подготовки кадров, отдел материально-технического снабжения, инструментальное хозяйство, отделы главного механика и энергетика, отдел и цех нестандартного оборудования, служба управления качеством |
| Обслуживающие | Бюро технической документации, складское хозяйство, транспортное хозяйство |
| Управленческие | Вычислительный центр, отдел управления разработками и подготовкой производства, планово-экономический и производственный отделы, отдел труда и заработной платы, бюро по рационализации и изобретательству |
Организационная структура системы подготовки производства характеризуется не только определенным составом ее частей, но и особенностями связей между ними. Принцип строгой последовательности работ и прямоточности предполагает необходимость совершенствования пространственного расположения структурных единиц системы подготовки производства и обеспечения рациональных взаимосвязей между подразделениями предприятия.
При проектировании структуры системы подготовки производства необходимо исходить из следующих основных положений: подразделения подготовки и производства должны располагаться в непосредственной близости друг к другу, рядом с техническими и экспериментально-производственными подразделениями. Производственные подразделения должны располагаться по ходу последовательности выполняемых работ.
Не менее важна и сложна проблема установления взаимосвязей между подразделениями. Основные положения рационализации системы взаимосвязей между подразделениями, участвующими в процессах подготовки производства, базируются на следующих принципах: документ должен, по возможности, формироваться в одном подразделении; число согласовывающих и утверждающих инстанций должно быть сведено к минимуму; маршрут движения документа должен исключать возвраты, петли и движение в направлении, обратном ходу его маршрута.
Использование принципа пропорциональности при организации подготовки производства требует обеспечения равенства производственных возможностей (пропускной способности, мощностей) всех подразделений, занятых созданием новых изделий. При этом должны учитываться ресурсы трех видов: люди (рабочие, инженернотехнические и научные работники), основные фонды (площади, производственное и научное оборудование), материальные ресурсы (материалы, специальная литература, нормативы и т. д.).
Достаточно полное представление о пропускной способности подразделений может быть получено при определении коэффициентов их загрузки, которые рассчитываются по трудовым ресурсам, оборудованию, площадям.
Коэффициент загрузки подразделения по трудовым ресурсам
 (4.1)
(4.1)
где t  и t
и t  - плановая и фактическая трудоемкость выполнения работ, закрепленных за подразделением на месяц, квартал, год, нормо-ч.; К
- плановая и фактическая трудоемкость выполнения работ, закрепленных за подразделением на месяц, квартал, год, нормо-ч.; К  - коэффициент выполнения норм труда; Р и Р - плановая и фактическая численность работающих в подразделении, чел.
- коэффициент выполнения норм труда; Р и Р - плановая и фактическая численность работающих в подразделении, чел.
Коэффициент загрузки подразделения по оборудованию
 (4.2)
(4.2)
где Т  - трудоемкость работ, выполняемых с применением данного оборудования за определенный период времени, нормо-ч; Ф
- трудоемкость работ, выполняемых с применением данного оборудования за определенный период времени, нормо-ч; Ф  - действительный фонд времени работы оборудования при принятой сменности работы, ч; К
- действительный фонд времени работы оборудования при принятой сменности работы, ч; К  - коэффициент переработки норм.
- коэффициент переработки норм.
Коэффициент загрузки подразделения по площадям
 (4.3)
(4.3)
где S - требующаяся площадь с учетом планового количества оборудования и трудовых ресурсов, м  ; S - площадь, которой располагают научные, технические и производственные подразделения, м .
; S - площадь, которой располагают научные, технические и производственные подразделения, м .
При проектировании производственной структуры фактическая пропускная способность подразделений сопоставляется с плановой и выравнивается за счет перераспределения ресурсов и работ, повышения производительности труда работников, увеличения сменности работы оборудования.
Структура органов подготовки и производства во многом зависит от сложившейся системы подготовки. На предприятиях машиностроения функционируют три разновидности таких систем: централизованная, при которой вся работа по конструированию, технологическому и организационному проектированию осуществляется в заводских службах и других подразделениях; децентрализованная, при которой основная тяжесть работы по технологической и организационной подготовке переносится на цеховые органы; смешанная, когда работа по подготовке производства распределяется между центральными и цеховыми органами.
На предприятиях машиностроения с массовым и крупносерийным типами производства подготовка производства новых изделий осуществляется, как правило, централизованно. На заводах серийного производства преобладает смешанная система подготовки, а на предприятиях единичного и мелкосерийного типа - децентрализованная.
4.4. Организация подготовки производства во времени
Время подготовки производства - это продолжительность пребывания средств производства разрабатывающих организаций и предприятий в подготовительной стадии производственного процесса. Оно складывается из рабочего периода и времени перерывов.
Рабочим периодом называется время создания новых видов продукции, в течение которого выполняются трудовые процессы. В ходе этих процессов осуществляются научные исследования, инженерные разработки, освоение новой продукции в производстве и эксплуатации.
Время перерывов характеризует календарный период времени, в течение которого тот или иной объект не испытывает на себе трудовых усилий. Время перерывов подразделяется на перерывы, обусловленные режимом труда работающих; возникающие между фазами, стадиями, работами; обусловленные конструктивно-технологическими особенностями изделий и недостатками в организации и планировании производства.
Время подготовки производства исчисляется в календарных днях или часах. Если время подготовки и перерывов исчисляется в календарном времени, то рабочий период измеряется рабочим временем, т. е. трудовыми затратами. Время подготовки производства, исчисленное в единицах календарного времени, представляется как цикл подготовки производства, а в единицах рабочего времени - как трудоемкость работ.
Цикл подготовки производства. Цикл подготовки производства конкретного изделия представляет собой календарный период времени, в течение которого выполняется весь комплекс работ по разработке и освоению выпуска нового вида продукции. Цикл подготовки производства новой продукции включает в себя длительность всех этапов работ и время перерывов между ними.
Процессы подготовки производства во времени могут быть организованы разными методами: последовательным выполнением операций, работ и фаз без перерывов между ними; последовательным выполнением и наличием перерывов между операциями, работами или фазами; путем организации параллельно-совмещенного выполнения операций, работ и фаз подготовки производства. В зависимости от выбранного метода организации подготовки производства ее продолжительность будет различной. Ниже приводятся формулы для расчета длительности циклов подготовки производства при разных методах организации.
Длительность цикла подготовки производства при последовательной организации работ
 (4.4)
(4.4)
длительность цикла при последовательной с перерывами организации работ
 (4.5)
(4.5)
длительность цикла при параллельно-последовательном методе организации работ
 (4.6)
(4.6)
где T  #S - цикл фазы подготовки производства; К
#S - цикл фазы подготовки производства; К  - количество фаз; Т
- количество фаз; Т  - время перерывов между фазами;
- время перерывов между фазами;  Т - время сокращения цикла за счет совмещения фаз.
Т - время сокращения цикла за счет совмещения фаз.
При расчетах цикла подготовки производства необходимо фазы расчленить на стадии, стадии - на работы, работы - на операции, а также установить продолжительность отдельных работ и операций, возможность их параллельного выполнения.
Длительность цикла подготовки производства и освоения выпуска новых видов продукции, несмотря на тенденцию к сокращению, продолжает оставаться чрезвычайно высокой. На многих машиностроительных предприятиях период от начала разработки технического задания до выпуска изделий составляет в среднем 3-5 лет, что в несколько раз превышает затраты времени на подготовку производства на аналогичных зарубежных предприятиях.
Конкретные меры по сокращению времени подготовки производства предусматривают высокий уровень ее организации, основанный на применении научных принципов.
Сокращение времени подготовки производства является главной задачей организационной деятельности при создании новых видов продукции. Реализация этой задачи призвана обеспечить ускорение научно-технического прогресса во всех отраслях народного хозяйства.
Основными направлениями этой работы могут быть: сокращение времени рабочего периода за счет проведения мероприятий по сокращению трудовых затрат; сокращение времени перерывов в процессе подготовки производства; внедрение параллельносовмещенного метода организации работ.
Экономическое значение фактора времени при создании новой техники. Удлинение сроков подготовки производства и освоения выпуска новых видов продукции отрицательно влияет на темпы научно-технического прогресса и эффективность производства. Продолжительные сроки освоения выпуска новых эффективных машин замедляют поступление техники в соответствующие отрасли, ведут к снижению темпов их технического перевооружения, ухудшению показателей производительности труда и рентабельности производства. Кроме того, в практике бывали случаи, когда новая техника устаревала еще до начала ее производства.
Существенно ухудшаются при удлинении сроков подготовки производства технико-экономические показатели работы предприятий, осваивающих новую технику. Отрицательные результаты длительных сроков создания и освоения новой техники проявляются в замедлении оборачиваемости оборотных средств вследствие роста объема незавершенного производства и увеличения запасов специального оборудования и оснащения; в снижении достигнутого уровня производительности труда, что является следствием отвлечения трудовых ресурсов на создание новой техники без соответствующего увеличения выпуска продукции; в частичном повышении себестоимости продукции, которое является следствием ухудшения использования оборудования и площадей, повышенных затрат в сфере исследования и разработок, роста доли накладных расходов и т. п.
4.5. Комплексный подход к организации подготовки производства
Подготовка производства представляет собой систему организации, которая охватывает все этапы разработки, освоения производства и внедрения новых видов продукции и обеспечивает протекание всех процессов подготовительной стадии во взаимной связи, обусловленности и последовательности. Таким образом построенная организация подготовки производства реализует принцип комплексности и называется комплексной подготовкой производства (рис. 4.1).
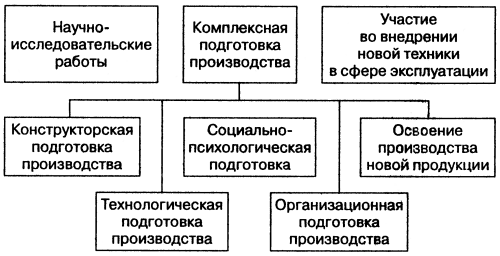
Рис. 4.1. Схема состава комплексной подготовки производства
Организация комплексной подготовки производства на предприятиях предлагает реализацию мер, направленных на обеспечение научно-технической и производственной интеграции, формирование соответствующей организационной структуры, применение особых форм и методов управления работами по созданию новой продукции.
Требование обеспечения научно-технической и производственной интеграции в рамках предприятия предполагает проведение работ по созданию новых видов продукции на основе единых планов-графиков, охватывающих все этапы работ, а также всех исполнителей этих работ в пределах данного предприятия или объединения.
Следующим элементом внедрения комплексной подготовки является надлежащее организационное обеспечение, создание соответствующей организационной структуры. Комплексный подход к организации подготовки производства должен быть реализован конкретными службами и исполнителями. Отсюда возникает необходимость выделения самостоятельных служб подготовки производства, подразделений и групп внутри функциональных служб, закрепления за всеми работами по подготовке производства отдельных исполнителей. Обязательным элементом организационной структуры комплексной подготовки производства является наличие координационного центра, основными функциями которого являлись бы организация и управление работами по созданию новой техники.
В условиях комплексной подготовки производства возникает необходимость применения следующих методов планирования работ и управления ими:
- сетевых, которые позволяют наиболее полно охватить взаимосвязи всего комплекса работ по подготовке производства;
- методов управления ходом работ (назначение сроков выполняемых работ, планирование ресурсов, определение технико-экономических параметров создаваемой техники);
- материального и морального поощрения работников, занятых созданием новой продукции, с учетом их вклада в сокращение сроков и затрат, достижение высоких технико-экономических параметров новой техники.
Глава 5
Организация научно-исследовательских работ и конструкторской подготовки производства
5.1. Предпроектные исследования, их содержание и общая характеристика
Научные исследования являются основой для быстрого развития техники, открывают новые возможности и потенциальные источники для коренного преобразования производства. В свою очередь, техника, развиваясь под влиянием производства и удовлетворяя его потребности, способствует развитию научных исследований. Наука, техника и производство находятся в постоянной связи и взаимодействии. К научно-исследовательским работам относятся фундаментальные, поисковые и прикладные исследования.
Фундаментальными называются исследования, которые изучают объективные явления и закономерности, открывают принципиально новые пути преобразования природы и общества, производительных сил, создания техники и технологии будущего, использования новых источников энергии. Они часто выполняются без учета возможных областей применения полученных результатов, хотя в процессе фундаментальных исследований можно получить и побочные результаты прикладного характера. На основе результатов фундаментальных исследований формируется комплекс научно-технических проблем прикладного характера применительно к потребностям конкретных областей науки, техники и производства. Фундаментальные исследования выполняются в основном в академических институтах, вузах, а в объединениях и на предприятиях не проводятся.
Поисковыми называются исследования, направленные на создание научного задела в целях его дальнейшего использования в прикладных исследованиях. Они выполняются в том случае, если отсутствуют готовые научные и технические решения, и направлены на поиск оптимальных решений возникшей научной проблемы. Поисковые исследования предназначены для изучения возможности создания новой техники, новых форм и методов организации производства на основе ранее выполненных исследований фундаментального характера, вновь открытых закономерностей и принципов. В них исследуются принципиально новые направления конструирования, технологии изготовления специального оборудования и материалов, прогнозируются и определяются пути развития технического прогресса в отрасли. Поисковые исследования выполняются главным образом в отраслевых научно-исследовательских институтах, но нередко ведутся академическими институтами и вузами. Предприятия поисковых исследований не проводят.
Прикладными называются исследования, направленные на решение научно-технических и организационно-экономических задач в целях получения конкретного результата для непосредственного использования в проектных разработках. Прикладные НИР предназначены для определения наиболее совершенных методов создания новых изделий, новых технологических процессов, коренного улучшения уже выпускаемой продукции, материалов и способов их обработки. В ходе прикладных исследований изучается состояние, определяются пути и методы совершенствования организации и управления производством. Они ведутся в основном крупными объединениями, предприятиями, а также отраслевыми научноисследовательскими институтами и вузами, которые заключают хозяйственные договоры с предприятиями на выполнение конкретных научных работ для непосредственного внедрения результатов в производство.
К научно-исследовательским работам, выполняемым на предприятиях, условно относятся разработки по созданию нормативно-технических, проектных и информационных документов, подлежащих непосредственному внедрению в производство. К ним относятся стандартные и руководящие материалы, оргпроекты, справочники, научно-информационные материалы. Кроме того, ведутся организационно-методические и плановые работы исследовательского характера, вытекающие из общих задач НИИ, КБ, предприятий: разработка перспективных планов развития отрасли, подотрасли, объединения; разработка планов по стандартизации, надежности, технико-экономическим исследованиям; работы по анализу деятельности предприятий, научно-исследовательских и проектных организаций; составление экспертных заключений; подготовительные работы к составлению тематических планов.
5.2. Содержание и этапы научно-исследовательских работ
Последовательность выполнения научно-исследовательской работы, количество этапов и их содержание зависят от направленности исследований, характера и сложности НИР, степени разработанности темы. Для поисковых НИР характерны следующие этапы: разработка технического задания, выбор направления исследования, теоретические и экспериментальные исследования, обобщение и оценка результатов исследований, приемка НИР. При выполнении прикладных НИР выбор направления исследования в самостоятельный этап не выделяется. При разработке технического задания допускаются исключение и дополнение отдельных этапов, их разделение или совмещение, а также уточнение их содержания. Конкретные этапы для выполнения НИР устанавливаются в техническом задании, указываются сроки их выполнения, исполнители и конечный результат.
Каждый этап НИР должен решать конкретные задачи, необходимые для успешного проведения последующего этапа и уточнения содержания и направления НИР в целом.
Техническое задание является важным исходным документом, в котором указываются цель, содержание и порядок работ, намечается способ реализации результатов исследования. При разработке технического задания необходимо использовать методы научного прогнозирования и анализа передовых достижений отечественной и зарубежной науки и техники, результаты патентных исследований, учитывать требования заказчика. На этом этапе выполняется технико-экономическое обоснование работы, приводятся ожидаемые результаты, отмечаются преимущества новой техники перед существующими отечественными и зарубежными аналогами, рассчитывается ориентировочная экономическая эффективность работы. По своим технико-экономическим параметрам разрабатываемая новая техника должна соответствовать мировому уровню на период ее производства. Техническое задание разрабатывает исполнитель НИР и согласовывает его с заказчиком, а в необходимых случаях - с ведущей организацией по данной продукции и с разработчиком программы по решению этой научно-технической проблемы.
Выбор направления исследования выполняется в целях определения направления исследования и способов решения поставленных задач. На этом этапе проводятся сбор и изучение научно-технической литературы, нормативно-технической документации, информации об аналогах и других материалов по теме. Выполняются работы по патентным исследованиям. Составляется отчет о патентных исследованиях.
На этапе выбора направления исследования формируются возможные направления решения задач, поставленных в техническом задании; уточняется экономическая эффективность от внедрения новой продукции; определяются сроки освоения развернутого производства и морального старения продукции; разрабатывается общая методика проведения исследований; составляются программа работ, планы-графики и т. п.
Теоретические и экспериментальные исследования проводятся в целях получения необходимых теоретических обоснований предлагаемых решений. При выполнении поисковых НИР на этом этапе выявляют необходимость проведения экспериментов для подтверждения отдельных положений теоретических исследований или для получения конкретных значений необходимых параметров; разрабатываются методики экспериментальных исследований, подготавливаются макеты и испытательное оборудование, проводятся эксперименты, результаты экспериментов сопоставляются с теоретическими исследованиями. При выполнении прикладных НИР в связи с отсутствием здесь этапа «Выбор направления исследования» некоторые его работы проводятся вместе с теоретическими и экспериментальными исследованиями.
Прикладные НИР часто включают этап разработки, изготовления и испытания макета оборудования. Его проводят в тех случаях, когда необходимо создать макет оборудования для исследования отдельных характеристик и режимов работы нового изделия. Для изготовления макета разрабатывают эскизную конструкторскую документацию. После изготовления и испытания макета проводят экспериментальные работы. Завершается этап разработкой предложений по технологии изготовления новой техники и оформлением протокола испытаний.
Обобщение и оценка результатов исследований предполагают составление и оформление отчета, который должен содержать обобщение результатов работ, проведенных на всех этапах НИР, и рекомендации по разработке новой техники. В этот период оценивается полнота решения поставленных задач. При необходимости приводятся дополнительные исследования. Если установлена целесообразность выполнения проектных работ, то разрабатываются проект технического задания на проведение ОКР и предложения по стандартизации новой техники. Результаты научно-исследовательской работы рассматриваются на научно-техническом совете или его секции.
Завершающим этапом является приемка НИР. На этом этапе НИР готовятся к рассмотрению приемочной комиссией, которая назначается организацией-разработчиком или организацией-заказчиком (для подготовительных работ). Вид приемки НИР устанавливается в техническом задании и зависит от важности исследования и его стоимости. Комиссия принимает НИР в соответствии с подписанной ею программой. Работы оцениваются путем сопоставления результатов с требованиями, установленными в техническом задании. По результатам приемки приемочная комиссия составляет акт, который утверждается специальным решением комиссии. НИР считается выполненной и принятой после утверждения решения по акту приемки организацией, назначившей комиссию, при наличии документа о положительном результате рассмотрения работы на научно-техническом совете или его секции и утвержденного отчета о НИР.
5.3. Организация и планирование научных исследований и изобретательской деятельности на предприятиях
Организация научных исследований. На предприятиях в процессе создания новой техники выполняется большой перечень научно-исследовательских работ технического, организационно-экономического и социально-психологического направления.
Основным структурным звеном предприятия, в котором проводятся научно-исследовательские работы, являются лаборатории. Главные специалисты предприятия (главный конструктор, главный технолог, главный металлург, главный энергетик, главный метролог) иногда имеют соответствующие лаборатории. Часто лаборатории технологического профиля объединяются в центральную заводскую лабораторию.
Исследования организационно-экономического и социального характера проводятся в лабораториях экономического анализа, научной организации труда и управления, социологических исследований.
Для каждой лаборатории разрабатывается положение, утверждаемое директором предприятия или его заместителем. В положении излагаются цели, задачи, структура лаборатории, перечень выполняемых работ. В лабораториях должны выполняться научные и практические разработки, которые проверяются на экспериментальной базе или непосредственно в производственных условиях.
Чтобы разработать принципиально новую технику, прогрессивную технологию, передовые методы организации производства и труда, необходимо изучить отечественный и зарубежный опыт, провести информационный и патентный поиск. Для этого на предприятиях создана служба научно-технической информации.
Различают следующие виды специализации научно-исследовательских подразделений: предметная, функциональная и смешанная. Предметная специализация предполагает выполнение исследований по конкретным объектам (машины, оборудование, узлы); функциональная направлена на выполнение работ по изучению отдельных характеристик изделий, материалов, процессов (антикоррозийные свойства, прочностные характеристики). Во многих случаях эти виды специализации совмещаются и получается смешанная, предметно-функциональная специализация, при которой лаборатория изучает только отдельные стороны создаваемого изделия или процесса.
На практике преобладает жесткое закрепление сотрудников за определенными лабораториями, группами, темами. Такая структура позволяет вести планирование и учет работ, выполнять контрольные функции. Но жесткое закрепление работников за подразделениями не дает возможности маневрировать трудовыми ресурсами и приводит к увеличению численности персонала.
На предприятиях получили распространение временные творческие коллективы. Для решения конкретной задачи создаются творческие бригады из специалистов разного профиля по всему циклу: теоретические исследования - опытно-конструкторские работы - технологические работы - освоение в производстве. Отдельные этапы цикла совмещаются во времени. Руководитель работ по мере необходимости привлекает отдельных специалистов для решения конкретных вопросов. После решения поставленной задачи бригада распадается. Такая система организации работ позволяет сократить цикл создания и освоения новой техники, повысить качество разработок, так как появляется возможность использовать знания и опыт разных специалистов, быстро реагировать на последние достижения в мировой науке и практике, приспосабливаться к переменам в направлениях исследований. Однако такая система нарушает работу крупных специализированных подразделений, часть работников которых временно отвлекают для решения частных задач.
Одной из рациональных форм является матричная система организации управления созданием новой техники, предполагающая взаимоувязку функциональной ответственности научного руководителя «по вертикали» и выполнение работ «по горизонтали» специализированными подразделениями (рис. 5.1).
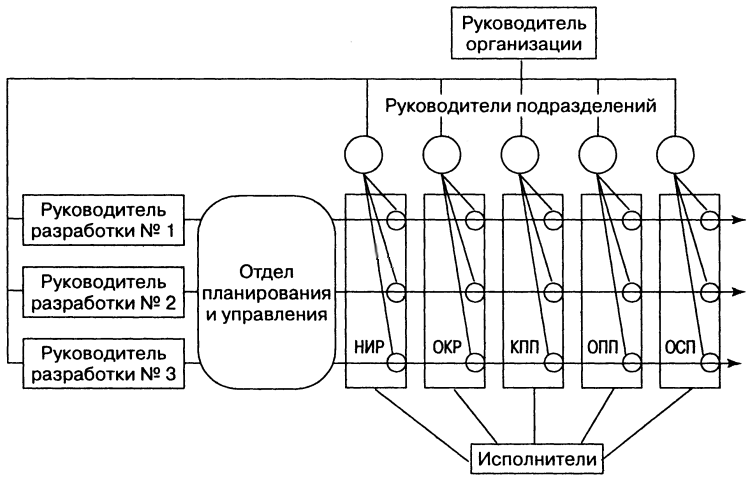
Рис. 5.1. Матричная структура управления подготовкой производства
Планирование научных исследований. Базой планирования НИР являются научно обоснованные прогнозы, которые определяют пути создания качественно новых изделий, оборудования, материалов на основе достигнутого уровня науки и техники и потребности изделий в планируемом периоде. Основной формой планирования НИР и ОКР является перспективный тематический план, который содержит перечень проблем и тем, подлежащих разработке и реализации в период действия плана. Разработка планов осуществляется по этапам: выявление основных направлений и производственно-технических задач; разработка содержания тем, обеспечивающих решение научно-технических задач по направлениям; рассмотрение и принятие решений по предложению смежных отраслей и предприятий; определение основных объемных показателей плана.
Одновременно разрабатываются предложения по подготовке лабораторий и опытно-производственной базы, подготовке кадров; ориентировочно определяется потребность в специальных материалах, оснастке, оборудовании, изготовление которых должно быть вновь организовано. Основой планово-учетной единицы является тема.
На основе перспективного плана составляется годовой тематический план НИР и ОКР.
Организация изобретательской деятельности. Темпы технического прогресса зависят от количества и значимости открытий и изобретений, от организации изобретательской и рационализаторской работы на предприятиях.
Открытие - это установление неизвестных объективно существующих закономерностей, свойств и явлений материального мира, вносящих коренные изменения в уровень познания.
Изобретением называется новое, обладающее существенными отличиями техническое решение задачи в любой области народного хозяйства, социально-культурного и экономического строительства и обороны страны, дающее положительный эффект.
Не признаются изобретениями методы и системы организации и управления хозяйством (планирование, финансирование, учет, снабжение и т. д.); условные обозначения; проекты и схемы планировки сооружений, зданий и территорий; методы и системы воспитания, обучения и т. п., а также такие, которые противоречат общественным интересам, принципам гуманности.
Рационализаторским предложением называется техническое решение, новое и полезное для предприятия, организации и учреждения, которому оно подано, предусматривающее изменение конструкции изделия, технологии производства, применяемой техники или состава материалов. Возникающие отношения в связи с изобретательской деятельностью регулируются «Положением об открытиях, изобретениях и рационализаторских предложениях». Отделы изобретательства и рационализации (ОИ и Р) решают многочисленные задачи. Основные их функции приведены на рис. 5.2.
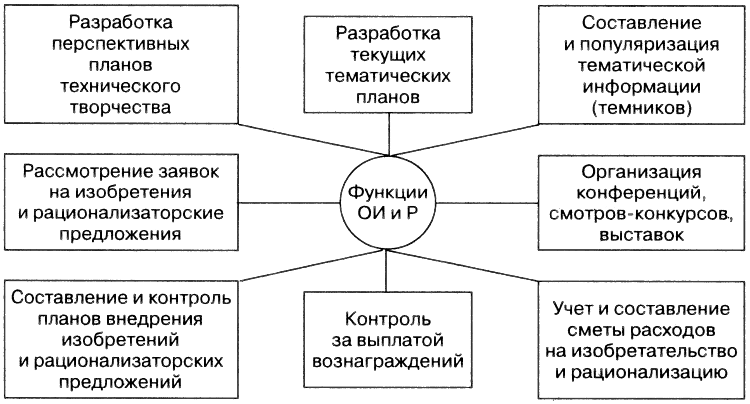
Рис. 5.2. Основные функции отдела изобретательства и рационализации
Для проверки уровня технических решений, их патентоспособности, патентной чистоты патентный отдел выполняет специальные исследования, проводит патентный поиск. Наиболее распространенным видом патентного поиска является тематический (предметный) поиск, в котором используются классификации изобретений, систематические показатели (текущие, годовые, итоговые), рефераты, бюллетени и другая патентная документация.
Большую роль в обеспечении работников предприятий своевременной и качественной информацией играет отдел научно-технической информации (ОНТИ). На предприятиях наряду с ручным поиском информации стали внедряться автоматизированные поисковые системы, которые разрабатываются в рамках международных программ.
Важную роль в совершенствовании организации изобретательства и рационализации и придании им правовой основы играет Закон об изобретательской деятельности. Центральное место в законе принадлежит вопросу о праве собственности на изобретение. Введен единый охранный документ на изобретение - патент, согласно которому исключительное право на использование изобретения принадлежит автору. Изобретатель становится хозяином своего изобретения. В тех случаях, когда изобретение создается в ходе выполнения автором служебных обязанностей, патент на изобретение выдается автору и предприятию совместно.
5.4. Характеристика опытно-конструкторских работ. Организация конструкторской подготовки производства
В зависимости от сложности, объема и характера работ в проведении научных исследований и выполнении опытно-конструкторских разработок могут участвовать несколько организаций. В таком случае назначается организация - головной исполнитель, которая координирует работу организаций-соисполнителей, согласовывает планы работ, программу постановки на производство нового изделия и его агрегатов. Если работа заканчивается изготовлением установочной серии и подготовкой производства к серийному выпуску, ОКР выполняются по форме «А». При завершении работы выпуском опытного образца ОКР проводятся по форме «Б».
Проведение ОКР по форме «А» предполагает наличие должности конструктора проекта, который руководит работой на всех стадиях, включая постановку продукции на производство. Вводятся должности заместителей главного конструктора по технологии, на которые назначаются представители от организации-разработчика и от предприятия-производителя, а также заместителя главного конструктора по освоению - от предприятия-производителя.
Выполнение опытно-конструкторских работ по форме «А» требует применения новой системы организации планирования. Необходимо организовать переход к сквозному планированию всех стадий ОКР, включая постановку нового изделия на производство, разработать единый план работ, соответствующие формы плановых документов и показателей. Эффективным вариантом планирования является программно-целевое планирование.
Основанием для выполнения опытно-конструкторских работ на предприятиях служат целевые комплексные программы и тематический план предприятия. Исходным документом для выполнения ОКР является договор с организацией (предприятием)-заказчиком на разработку и освоение нового изделия. В отраслевых стандартах и руководящих документах приводятся содержание и порядок выполнения опытно-конструкторских работ с учетом отраслевых особенностей.
Конструкторская подготовка производства представляет собой совокупность процессов и работ, направленных на разработку конструкторской документации для серийного изготовления новых и совершенствования выпускаемых изделий. Конструкторская подготовка выполняется в соответствии с Единой системой конструкторской документации (ЕСКД), как правило, после проведения опытно-конструкторских работ.
ЕСКД является системой постоянно действующих технических и организационных требований, которые позволяют использовать конструкторскую документацию без ее переоформления на предприятиях разных отраслей промышленности. ЕСКД позволяет механизировать и автоматизировать процесс создания конструкторской документации и обеспечить готовность предприятия к постановке на производство нового изделия и организовать его выпуск в короткий срок.
Конструкторская подготовка производства в отделе главного конструктора, которому подчинены опытный цех и экспериментальные участки (рис. 5.3), может выполняться по двум направлениям: первое включает выполнение всех основных работ, связанных с разработкой новых и модернизацией уже выпускаемых заводом изделий; второе состоит в приемке технической документации от организации-разработчика и доработке ее применительно к условиям завода по требованию технических служб.
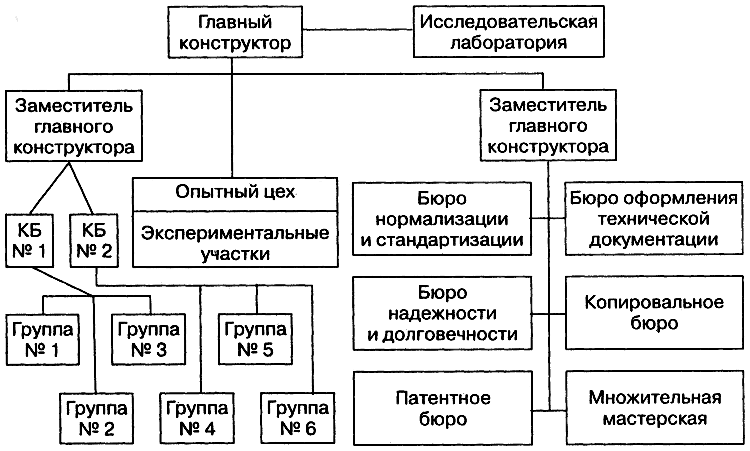
Рис.5.3. Структура службы главного конструктора предприятия
Порядок конструкторской подготовки производства первого направления предполагает выполнение следующих стадий: техническое задание, техническое предложение, эскизный проект, технический проект, рабочая документация. По каждой стадии в стандарте дается перечень этапов. Обязательность выполнения стадий и этапов разработки конструкторской документации устанавливается в техническом задании.
По второму направлению работ осуществляются: прием и учет поступившей документации, проверка ее комплектности; проработка рабочих чертежей применительно к условиям завода; коррек-тировка документации по выявленным замечаниям, согласование с заказчиком; составление и согласование технических условий на установочную серию и серийный выпуск; корректировка технической документации по результатам изготовления и испытания первых образцов и др. Начинается работа с разработки технического задания.
Техническое задание разрабатывается исполнителем проекта по поручению заказчика. В нем устанавливаются цель, эксплуатационное и функциональное назначение, перспективность разработки; определяются технические требования к надежности, технологичности, унификации, эстетике и эргономике и др.; дается перечень стадий и этапов разработки с указанием источников финансирования и фондов; излагается порядок контроля и приемки. Особое внимание уделяется экономическим показателям новой техники. Определяются ориентировочная экономическая эффективность, лимитная цена, годовая потребность в изделии. Сопоставление ведется с лучшими отечественными и зарубежными образцами. Таким образом, в техническом задании на проектирование обосновываются целесообразность и эффективность освоения нового изделия.
Техническое предложение - совокупность конструкторских документов, содержащих технико-экономическое обоснование разработки необходимой документации изделия на основании анализа технического задания, различных вариантов возможных конструкторских решений, патентных исследований и т. д. На этой стадии проводится сравнительная оценка предлагаемых решений с учетом конструкторских и эксплуатационных особенностей разрабатываемого и существующих изделий. Документам присваивается литера «П».
Эскизный проект включает документы, содержащие принципиальные конструкторские решения, дающие представление об устройстве и принципе работы изделия, а также данные, определяющие его основные параметры и габаритные размеры. Документам присваивается литера «Э».
Технический проект - совокупность документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве изделия, и исходные данные для разработки рабочей документации. При необходимости изготавливаются и испытываются макеты экспериментальных образцов. Документам присваивается литера «Т».
Рабочая конструкторская документация (рабочий проект) включает конструкторскую документацию, предназначенную для изготовления и испытания нового (модернизированного) изделия, и разрабатывается отдельно для опытного образца, для единичного, серийного и массового производства.
По результатам изготовления и предварительных испытаний опытного образца проводят корректировку конструкторской документации и присваивают ей литеру «О». Предварительное испытание организует и проводит организация-разработчик с привлечением (при необходимости) представителей предприятия-изготовителя продукции. Для оценки целесообразности производства разработанной продукции создается приемочная комиссия. После корректировки конструкторской документации по результатам приемочных испытаний документам присваивается литера «O1».
В целях определения готовности производства к серийному (массовому) выпуску по документации с литерой «O1» изготавливают установочную серию (первую промышленную партию) изделий. Образцы из этой серии подвергают испытаниям на предприятии-изготовителе при участии представителей разработчика. После внесения в конструкторскую документацию необходимых уточнений документам присваивают литеру «А».
При единичном типе производства рабочим конструкторским документам присваивают литеру «И».
Круг работ, выполняемых на разных стадиях, зависит от типа производства, сложности конструкции, степени ее унификации, уровня кооперирования и других факторов. Для ускорения подготовки производства к выпуску нового изделия рекомендуется совмещать выполнение различных стадий, этапов и работ.
В процессе конструкторской подготовки производства создается и используется большое количество документов: оригиналы, подлинники, дубликаты, копии. Соблюдение четкого порядка оформления, размножения и выдачи документов возлагается на отдел технической документации, центральный технический архив и рабочие технические архивы отделов и цехов предприятия.
Для оперативного учета и нахождения необходимой документации создается информационно-поисковая система (ИПС), которая входит составной частью в АСУП и способствует улучшению учета вносимых в документы изменений, повышению уровня унификации и стандартизации конструкций.
Для повышения качества и сокращения сроков проектирования на предприятиях создаются системы автоматизированного проектирования (САПР), выполняющие эту работу с оптимальным распределением функций между человеком и ЭВМ и максимальной автоматизацией всех проектных процедур. Технические средства используются там, где требуются высокая точность, большой объем памяти, быстродействие в вычислениях, где есть повторяемость однотипных операций. В случаях, когда необходимы интуиция, эстетический вкус, принятие решений при ограниченных данных, работа возлагается на человека. Основные задачи САПР показаны на схеме (рис 5.4).
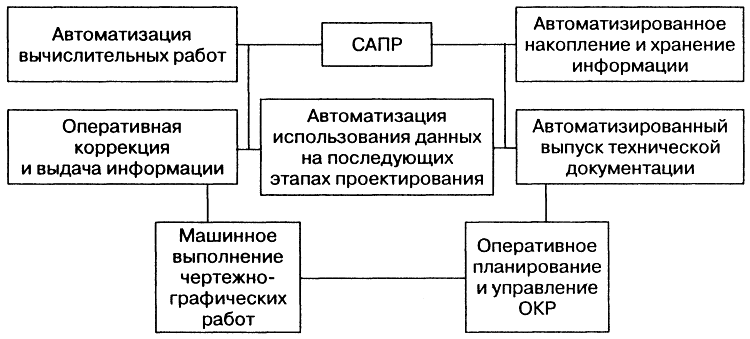
Рис. 5.4. Задачи системы автоматизированного проектирования
САПР включает ЭВМ, чертежные автоматы (графопостроители и координатографы), дисплеи, аппаратуру связи и передачи данных, магнитные диски, барабаны, ленты и др. Помимо технического обеспечения САПР включает программное, информационное, методическое и организационное обеспечение. Создание, эксплуатацию и развитие САПР на предприятиях обеспечивает специализированное подразделение - отдел САПР.
Глава 6
Организация технологической подготовки производства
6.1. Содержание и основные этапы технологической подготовки производства
Технологическая подготовка производства (ТПП) представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции необходимого качества при установленных сроках, объеме производства и затратах. Содержание и объем ТПП зависят от типа производства, конструкции и назначения изделия. Под технологической готовностью понимается наличие полного комплекта технологической документации и средств технологического оснащения, необходимых для производства новых изделий.
Работа регламентируется стандартами Единой системы технологической подготовки производства (ЕСТПП). Она определяет порядок организации и управления ТПП, предусматривает разработку и широкое применение прогрессивных технологических процессов, использование унифицированной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и организационно-управленческих работ. Комплекс стандартов делится на пять групп.
Группа 0 включает стандарты, касающиеся общих положений системы, основных требований к ТПП; здесь даны термины и определения основных понятий, порядок оценки технико-экономического уровня ТПП.
В группе 1 представлены стандарты, определяющие правила организации и управления ТПП, выбора стадий разработок документации, формирования организационных структур, правила моделирования систем и автоматизированного решения задач, организации инструментального хозяйства.
В группе 2 объединены стандарты, регламентирующие правила обеспечения технологичности конструкций изделий в целом, а также по их видам и стадиям разработки, состав показателей технологичности и правила их выбора, порядок введения технологического контроля конструкторской документации.
Группа 3 представляет стандарты, излагающие порядок разработки и применения технологических процессов, средств технологического оснащения, правила выбора и применения оборудования, оснастки, средств контроля, механизации и автоматизации производственных процессов, правила организации автоматизированного проектирования процессов и средств оснащения.
Группа 4 включает стандарты, определяющие правила применения технических средств механизации и автоматизации инженерно-технических работ, программирования и алгоритмизации решения задач, организации информационного, математического и технического оснащения, правила формирования комплексно-автоматизированных систем, выбора объектов и очередности автоматизации решения задач ТПП. Разработка документации по организации управления ТПП выполняется в три стадии: разработки технического задания, технического и рабочего проектов.
При разработке технического задания выполняется организационно-технический анализ существующих методов и средств ТПП, разрабатываются предложения по организации, планированию и управлению.
В техническом проекте приводятся общая структурная схема подготовки производства и оргструктура служб, основные положения по организации работ; выполняются унификация и стандартизация форм документов; разрабатываются технические задания на автоматизацию решения задач по ТПП.
В рабочем проекте излагаются информационная модель ТПП, положения и должностные инструкции, даются решения по типизации и стандартизации технологических процессов, унификации технологической оснастки; выдается рабочая документация для решения задач на ЭВМ.
Технологическая подготовка производства имеет два направления: для освоения производства нового изделия и для совершенствования технологического процесса, не связанного с изменением конструкции изделия. Каждое направление имеет свои задачи, содержание и перечень работ, которые зависят прежде всего от вида продукции и назначения технологического процесса.
Применяются три формы организации работ по технологической подготовке производства: децентрализованная, централизованная и смешанная. На предприятиях единичного и мелкосерийного производства ТПП выполняется децентрализованно. Отделы главного технолога (ОГТ), главного сварщика (ОГС), главного металлурга (ОГМет) осуществляют методическое руководство, проводят работы по типизации технологических процессов и унификации оснастки. Все остальные работы возлагаются на технические бюро цехов. На предприятиях крупносерийного и массового производства ТПП обычно ведется централизованно - в ОГТ, ОГС, ОГМет. Цеховые бюро занимаются в основном внедрением разработанных технологических процессов. При серийном типе производства чаще используется смешанная форма организации ТПП, при которой бюро выполняют разработку операционных технологических процессов.
Основные этапы технологической подготовки производства - предварительная проработка технической документации; разработка межцеховых технологических маршрутов; разработка операционных процессов; проектирование специальной оснастки и оборудования; выполнение технологической планировки; расчет норм расхода материалов и определение потребности в трудовых и материальных ресурсах; отработка и сдача технологического процесса производственным цехам.
Перед разработкой технологического процесса документация проходит предварительную проработку, в которой участвует большинство служб предприятия (рис. 6.1). Осуществляются технологический контроль чертежей и проработка их на технологичность, определяются объемы работ, сроки, затраты, экономическая эффективность, возможность обеспечения материальными, трудовыми и финансовыми ресурсами.
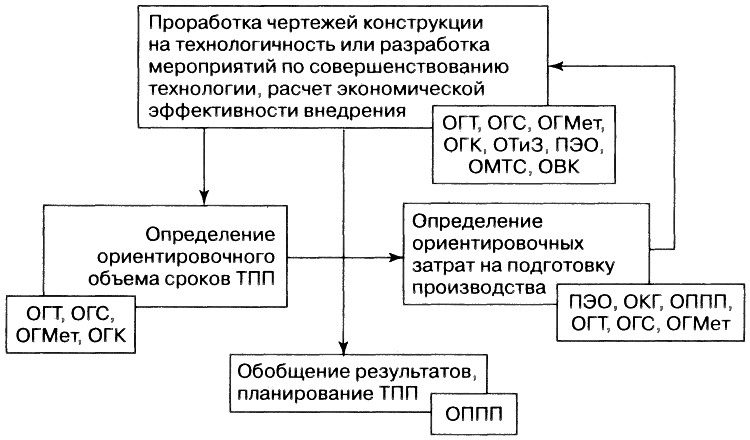
Рис. 6.1. Схема функций предварительной проработки документации технологической подготовки производства:
ОГТ — отдел главного технолога; ОГС — отдел главного сварщика; ОГМет — отдел главного металлурга; ОГК — отдел главного
конструктора; ОППП — отдел планирования подготовки производства; ОТиЗ — отдел организации труда и зарплаты; ПЭО — планово-
экономический отдел; ОМТС — отдел материально-технического снабжения; ОВК — отдел внешней кооперации
Непосредственно технологическая подготовка начинается с разработки межцеховых технологических маршрутов (расцеховка), которые устанавливают последовательность прохождения заготовок, деталей, сборочных единиц по производственным подразделениям. В условиях единичного и мелкосерийного производства, при универсальном оборудовании и оснастке, высокой квалификации рабочих разработка маршрутной технологии часто оказывается достаточной для изготовления деталей и сборки изделия.
В серийном и массовом производстве необходима разработка подробных операционных процессов. Организационная схема проектирования зависит от оригинальности технологических решений. Установлен порядок разработки рабочих технологических процессов на базе типовых решений и процессов с индивидуальными технологическими решениями. Затем выполняются работы по составлению технологической планировки; по проектированию и изготовлению специальной оснастки, включая установление очередности ее производства с учетом мощности инструментальных цехов; определению потребности в оборудовании, расчету норм расхода материалов и потребности работ и т. д. На основе проектных разработок составляют спецификации, приобретают необходимые материалы и комплектующие изделия, нормализованную оснастку и стандартное оборудование, организуют обучение кадров и проводят строительно-монтажные работы, связанные с техническим перевооружением и реконструкцией производства (рис. 6.2).
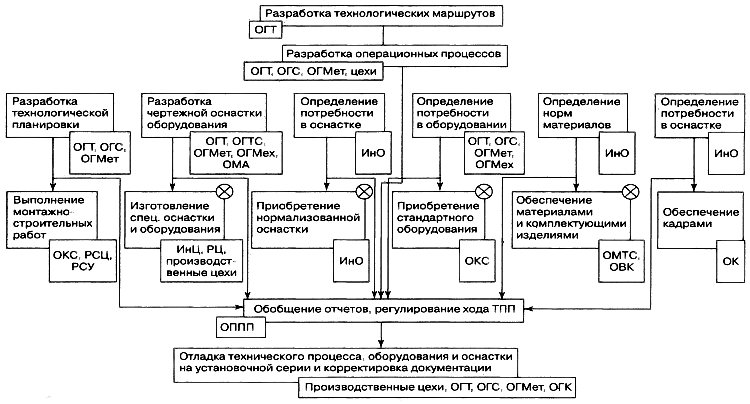
Рис. 6.2. Схема функций по технологической подготовке производства:
 — работы, не входящие в состав ТПП, но оказывающие влияние на сроки; ОГМех — отдел главного механика; ОКС — отдел капитального строительства; ОМА — отдел механизации и автоматизации; РСЦ — ремонтно-строительный цех; РСУ — ремонтно-строительное управление; ИнО — инструментальный отдел; ОК — отдел кадров; ИнЦ — инструментальный цех; РЦ — ремонтный цех
— работы, не входящие в состав ТПП, но оказывающие влияние на сроки; ОГМех — отдел главного механика; ОКС — отдел капитального строительства; ОМА — отдел механизации и автоматизации; РСЦ — ремонтно-строительный цех; РСУ — ремонтно-строительное управление; ИнО — инструментальный отдел; ОК — отдел кадров; ИнЦ — инструментальный цех; РЦ — ремонтный цех
Планирование и координацию всех работ, оперативное регулирование хода ТПП ведет отдел (бюро) планирования подготовки производства. Он контролирует сроки выполнения отдельных стадий и этапов, следит за комплектностью подготовки производства.
Завершается технологическая подготовка производства выполнением работ по отладке технологического процесса, оборудования и оснастки. Экспериментальную проверку разработанного процесса проводят как в лаборатории ОГТ, так и непосредственно в производственных цехах.
Окончательную проверку технологический процесс проходит во время выпуска установочной серии изделий. Сдача-приемка разработанного процесса оформляется специальным актом, согласно которому цех обязуется соблюдать принятую новую технологию. Технологическую подготовку рекомендуется проводить параллельно-последовательно с конструкторской по комплексно-совмещенному методу.
Технологическое проектирование при использовании станков с ЧПУ. Технологическая подготовка начинается с проработки чертежей в целях выявления особенностей конструкции деталей для обеспечения лучшего использования достоинств оборудования с ЧПУ. Этот этап подготовки переходит в этап проектирования маршрутного технологического процесса, который служит основой для разработки операционного технологического процесса изготовления детали. Создание операционной технологии состоит в графическом изображении перемещения инструмента по операциям, разработке подробных технологических данных и необходимой размерной увязке на так называемой расчетно-технологической карте (РТК). РТК в настоящее время является основным технологическим документом для обработки деталей на станках с ЧПУ. Следующим этапом является разработка управляющих программ. Процесс программирования широко автоматизирован. В организационную структуру технологических служб предприятий, на которых имеется значительное количество станков с ЧПУ, включаются специализированные подразделения - отделы программного управления.
6.2. Технологическая унификация и стандартизация
Технологическая унификация и стандартизация имеет следующие направления: типизация технологических операций и процессов, унификация технологической документации, агрегатирование и стандартизация оборудования, унификация и стандартизация технологической оснастки.
Типизация технологических операций и процессов - это установление для ряда операций и процессов общих технических характеристик и разработка на их основе типовых технологических процессов и операций. Типизация характеризуется единством содержания и последовательностью переходов для изделий с общими конструкционными признаками. Разработка типовых техпроцессов выполняется на базе технологического классификатора деталей машиностроения и приборостроения. Применение технологических процессов позволяет в два-три раза сократить сроки и затраты на подготовку производства, использовать в механических цехах предметно-поточные линии. На все детали, относящиеся к определенной группе, разрабатывается типовой технологический процесс, который является основой для разработки конкретных процессов для отдельных деталей.
Высшей формой типизации является метод групповой обработки. Групповая технология применяется при изготовлении небольших партий деталей и частой перестройке оборудования. Классификация деталей в этом случае выполняется по признаку однородности оборудования, а затем - по признаку геометрической формы, габаритов, общности поверхностей. Для каждой группы выбирается деталь-представитель по признаку общности обрабатываемых поверхностей. На нее разрабатываются групповой технологический процесс и групповая наладка с применением одинаковой оснастки. Групповой метод обработки широко применяется в мелкосерийном производстве, дает возможность организовать групповое поточное производство, приводит к повышению производительности труда на 40%, снижению себестоимости продукции на 15%. Производственный цикл сокращается в два раза. Большое значение в ускорении подготовки производства имеет фактор преемственности. Повышение уровня преемственности конструкторских и технологических решений, например до 60-80%, позволяет уменьшить лаг технической подготовки производства в два-три раза, сохраняя при этом высокий уровень качества новых изделий. Особенности технологического проектирования с учетом фактора преемственности технологических решений заключаются в том, что благодаря внедрению методов и приемов инженерной системогенетики в практику технологического проектирования существенно изменяются состав и структура этого процесса. Таким образом, создаются условия для автоматизации технологических разработок.
Типовой состав основных работ проектирования типовых (ТТП), групповых (ГТП) и рабочих (РТП) технологических процессов с учетом преемственности приведен в табл. 6.1.
Таблица 6.1
Дата публикования: 2014-10-25; Прочитано: 2931 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
