 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Ультразвуковая сварка
|
|
Ультразвуковую сварку можно отнести к разновидностям контактной сварки, осуществляющейся под давлением наконечника 4 ультразвукового инструмента на свариваемые заготовки 5 (рис. 4.62) [12].
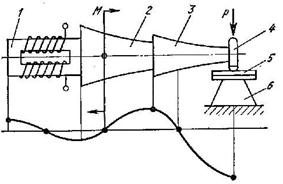
Рис. 4.62. Принципиальная схема ультразвуковой сварки: 1 – магнитострикционный преобразователь, 2 – трансформатор продольных упругих колебаний, 3 – рабочий инструмент, 4 – наконечник рабочего инструмента, 5 – свариваемые заготовки, 6 – опора
При ультразвуковой сварке (рис.4.62) заготовки 5 размещают на опоре 6. На магнитострикционный преобразователь 1 подается напряжение переменного тока с ультразвуковой частотой, которое преобразуется в продольные упругие колебания. Эти колебания усиливаются трансформатором упругих колебаний 2, который вместе с рабочим инструментом 3 представляет собой волновод. Момент M, приложенный в узле колебаний, создает необходимую сжимающую силу Р.
Наложение механических колебаний с ультразвуковой частотой вызывает силы трения и выделение теплоты на свариваемых поверхностях заготовок, сдвиговые деформации, разрушающие поверхностные пленки, способствует возникновению межатомных связей (адгезии) при меньших давлениях и температурах по сравнению с деформациями при отсутствии колебаний.
Например, при ультразвуковой сварке меди рациональная контактная температура не превышает 600 °С, а при сварке алюминия - 300 °С. Ультразвуковой сваркой можно сваривать очень тонкие листы и фольгу толщиной до 1 мкм, а также приваривать фольгу и тонкие пластины к заготовкам неограниченной толщины.
Энергия ультразвуковых колебаний должна быть достаточной для нагрева свариваемых заготовок до рациональных температур. Мощность точечного источника тепла, непрерывно действующего в тонких пластинах может быть рассчитана из условия равенства температуры заготовок рациональной температуре. Для этого может быть использовано полученное Н.Н.Рыкалиным [ ] решение о распределении температуры в пластине толщиной d для неподвижного точечного источника (см. формулу 4.19) (рис.4.63):
 . (4.62)
. (4.62)

Рис. 4.63. Установившееся распределение температуры в стальной пластине d=1 мм, b=0,0028 1/с, w=8 мм2/с, l=0,04 Вт/(мм*К).
Анализируя графики распределения температуры, выбираем подходящую мощность ультразвукового источника энергии.
Дата публикования: 2014-10-25; Прочитано: 502 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
