 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Оборудование для ковки и штамповки
|
|
Ковку и штамповку выполняют ковочных и штамповочных молотах и прессах.
Ковочный молот – машина для обработки металлических заготовок ударами падающих частей.
По роду привода молоты бывают паровоздушные (рис.3.46,а), пневматические (рис.3.46,б), механические, гидравлические.
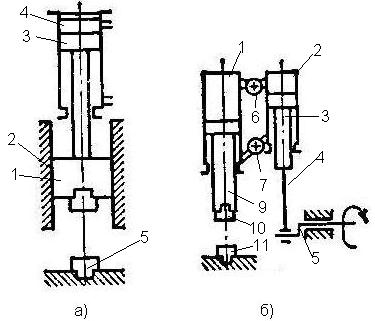
Рис.3.46. Принципиальные схемы паровоздушного (а) и пневматического (б) молота
Паровоздушные молоты (рис.3.46,а) приводятся в действие паром или сжатым воздухом давлением 0,7 -0,9 МПа. Перемещение бабы 1 относительно направляющих 2 происходит при движении поршня 3 под действием сжатого пара или воздуха. При подаче пара (или воздуха) в верхнюю полость цилиндра 4 падающие части перемещаются вниз и наносят удар по заготовке, уложенной на нижний боек 5. При подаче пара (или сжатого воздуха в нижнюю полость цилиндра падающие части поднимаются в верхнее положение.
Пневматический молот (рис.3.46,б) имеет два цилиндра: рабочий 1 и компрессорный 2. Поршень 3 компрессорного цилиндра перемещается шатуном 4 от кривошипа 5. При этом воздух поочередно сжимается до 0,2-0,3 МПа в верхней или нижней полостях цилиндра и при нажатии на педаль или рукоятку, открывающих золотники 6 и 7 поступает в рабочий цилиндр 1. Здесь он действует на поршень 8. Поршень вместе с массивным штоком 9 одновременно является бабой молота, в которой крепится верхний боек 10. При перемещении падающих частей вниз верхний боек ударяет по заготовке, уложенной на неподвижный нижний боек 11.
Основание ковочного молота (шабот) имеет массу, значительно (примерно в 8-15 раз) превышающую массу падающих частей. Шаботы штамповочных молотов еще массивнее – в 20 - 30 раз больше массы падающих частей. Это обеспечивает высокий к.п.д. удара:  и высокую точность соударения частей штампа. Кроме того, для этой же цели они имеют усиленные регулируемые направляющие для движения бабы.
и высокую точность соударения частей штампа. Кроме того, для этой же цели они имеют усиленные регулируемые направляющие для движения бабы.
По способу работы различают молоты простого и двойного действия. В первых падающая часть (баба) падает свободно, под действием собственного веса, а во вторых – дополнительно разгоняется. Скорости бабы высокоскоростных молотов достигают до 25 м/с вместо 3-6 м/с у обычных молотов. Паровоздушные ковочные молоты строят с массой падающих частей 500 -5000 кг, а штамповочные – 500 – 30 000 кг. На ковочных молотах изготовляют поковки от 20 до 2000 кг, как правило, из прокатанных заготовок или из слитков. Максимальный вес штампованных поковок 1 000 кг.
У бесшаботных паровоздушных молотов шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью.
Необходимый молот выбирают на основании расчета или по справочным таблицам.
Кривошипные штамповочные прессы имеют постоянный ход, равный удвоенному радиусу кривошипа (рис.3.47) [12]. Штамповка на кривошипных прессах характеризуется высокой производительностью и точностью по высоте заготовок.
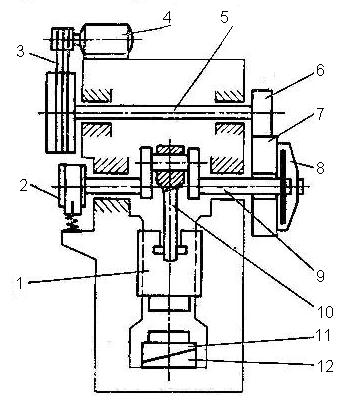
Рис.3.47. Кинематическая схема кривошипного горяче-штамповочного пресса
Заготовка извлекается из штампа при обратном ходе его верхней части с помощью выталкивателей. Благодаря этому удобно штамповать в закрытых штампах выдавливанием и прошивкой.
Кривошипные штамповочные прессы усилием 6,3 -100 МН успешно заменяют штамповочные молоты с массой падающих частей 630 – 10 000 кг. Однако стоимость кривошипного горячештамповочного пресса в 3-4 раза выше стоимости эквивалентного по технологическим возможностям молота.
Горизонтально-ковочные машины (ГКМ) имеют штампы, состоящие из трех частей (рис.3.48) [12]: неподвижной матрицы 3, подвижной матрицы 5, и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Пруток 4 с нагретым участком, обращенным к пуансону, закладывают в неподвижную матрицу 3. Положение прутка определяется упором 2. При включении ГКМ подвижная матрица 5 прижимает пруток к неподвижной матрице, упор 2 отводится в сторону, а пуансон 1 ударяет на выступающую часть прутка, деформируя ее.
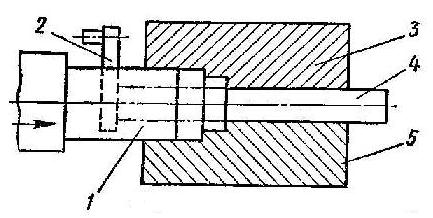
Рис.3.48. Схема штамповки ступенчатого вала с фланцем на ГКМ:
1- пуансон, 2 – упор, 3 – неподвижная матрица, 4 - пруток (заготовка), 5 – подвижная матрица
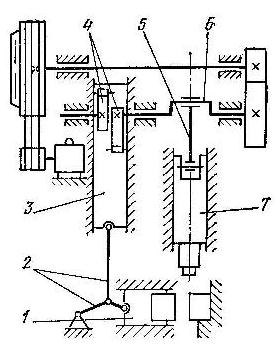
Рис. 3.49. Кинематическая схема горизонтально-ковочной машины
Работа ГКМ поясняется кинематической схемой (рис.3.49). Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. Подвижная щека 1 приводится от бокового ползуна 3 системой рычагов 2. Боковой ползун приводится в движение кулачками 4, сидящими на конце кривошипного вала 6.
ГКМ обычно строят с усилием до 30 МН. Основными операциями, выполняемыми на ГКМ являются высадка, прошивка и пробивка.
Штамповку на ГКМ можно выполнять за несколько проходов в отдельных ручьях, оси которых расположены горизонтально одна над другой. Каждый переход выполняется за один рабочий ход машины.
Действие гидравлического пресса основано на законе гидростатического давления Паскаля, который в 1698 г. указал, что «сосуд, наполненный водой, является новой машиной для увеличения сил в желаемой степени», рис.3.50.
 . (3.99)
. (3.99)
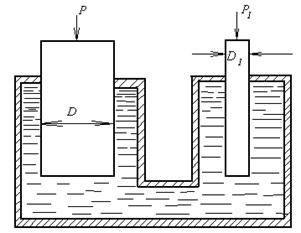
Рис.3.50. Схема к закону Паскаля
Усилие современных гидравлических штамповочных прессов (рис.3.51) достигает 750 МН [6]
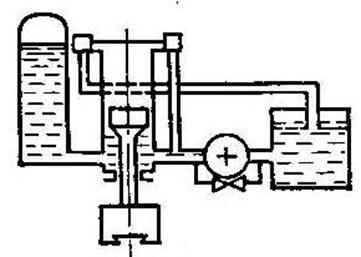
Рис. 3.51. Принципиальная схема гидравлического пресса
Дата публикования: 2014-10-25; Прочитано: 2047 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
