 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Кинематические и геометрические параметры способов обработки резанием
|
|
2.2.1. Способы обработки резанием.
Классификация способов обработки резанием может быть проведена по таким признакам, как: геометрическая определенность (или неопределенность) режущих элементов, расположение обработанных поверхностей (внутренних или внешних), направления движений резания и подачи, способы установки и закрепления заготовок, особенности конструкции режущих инструментов, и др. Схемы некоторых способов лезвийной обработки представлены на рис.2.1.
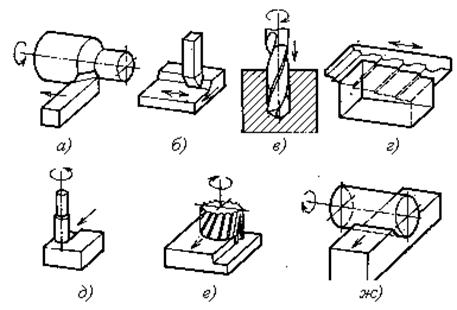
Рис. 2.1. Способы лезвийной обработки: а) – продольное точение, б) – строгание, в) – сверление, г) – протягивание, д) - фрезерование концевой фрезой, е) торцовое фрезерование, д) – фрезерование цилиндрической фрезой
Движение резания – это такое относительное движение детали и инструмента, которое без движения подачи осуществило бы только однократный cъем cрезаемого слоя за один оборот или ход [1].
Движение подачи совместно с движением резания обеспечивает многократный или постоянный съем срезаемого слоя в течение нескольких оборотов или ходов.
Давая определения способам лезвийной обработки, необходимо охарактеризовать движение резания, движение подачи и режущий инструмент.
Под точением обычно имеют в виду обработку резцом с замкнутым (чаще всего круговым) движением резания и любым движением подачи в плоскости, перпендикулярной направлению движения резания.
При движении подачи вдоль оси вращения детали точение называют продольным. Обработанная поверхность в этом случае представляет собой цилиндр.
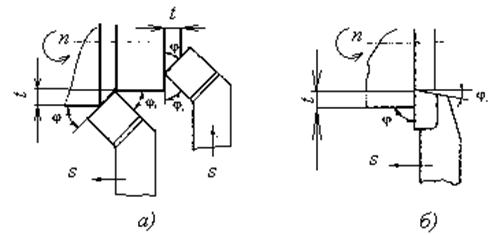
Рис. 2.2. Схемы точения: а)- продольное точение проходным отогнутым резцом и торцовое точение (подрезка торца) подрезным резцом, б) – продольное точение и подрезка торца проходным упорным резцом.
При поперечном (торцовом) точении движение подачи перпендикулярно оси вращения, при токарной обработке цилиндрических, торцовых и конических поверхностей направление подачи составляет с осью вращения постоянный угол. При токарной обработке фасонных поверхностей этот угол изменяется.
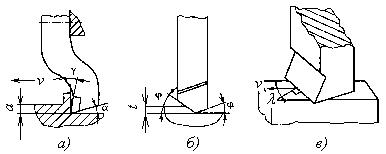
Рис.2.3. Схема строгания: а) в плоскости стружкообразования, б) в основной плоскости, в) в плоскости резания
Строгание – способ лезвийной обработки при прямолинейном возвратно-поступательном движении резания и дискретном прямолинейном движении подачи, осуществляемом в направлении, перпендикулярном движению резания (рис. 2.3). При протягивании (рис. 2.4), нарезании резьбы, зубообработке съем металла обеспечивается за счет относительного смещения различных режущих кромок (зубьев). В этих случаях имеет место «скрытая» или «конструктивная» подача.
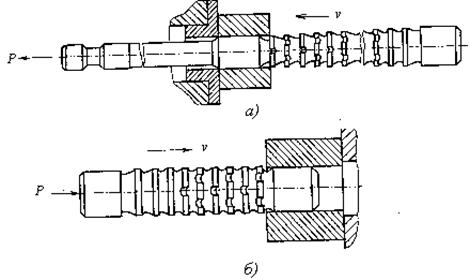
Рис. 2.4. а) обработка отверстия протяжкой, б) – обработка отверстия прошивкой.
При строгании, точении, сверлении угол контакта  постоянен и равен 90°. Поэтому эти способы относят к стационарному резанию [1].
постоянен и равен 90°. Поэтому эти способы относят к стационарному резанию [1].
К обработке отверстия с замкнутым круговым движением резания и движением подачи в направлении оси вращения могут быть отнесены сверление, зенкерование, развертывание, растачивание цилиндрических поверхностей. При этом скорости движения резания и подачи перпендикулярны.
В этих случаях несколько различных способов обработки имеют одну и ту же принципиальную кинематическую схему.
Сверление – это обработка отверстия, как правило, в сплошном материале с замкнутым кругообразным движением резания при движении подачи инструмента в направлении оси вращения.
Рис. 2.5. Схема сверления в основной плоскости:
1 – деталь, 2 – сверло, 3 – стружка
Аналогичные определения могут быть даны для зенкерования и развертывания. Отличия состоят лишь в том, что производится обработка отверстий, ранее полученных другими способами (литьем, давлением, сверлением), а также в конструкции режущих инструментов (зенкеров, разверток). Это означает, что эти способы обработки отверстий могут быть осуществлены на одном и том же металлорежущем станке.
Обработку инструментом, которому сообщается вращательное движение резания при любых направлениях подачи в плоскости, перпендикулярной оси вращения (рис. 2.6), называют фрезерованием [1] (рис. 2.6.).
Угол между скоростью резания v и подачей s является угловой координатой, характеризующей положение зуба, его называют углом контакта [1].
Особенностью процессов фрезерования в сравнении со строганием является переменность угла контакта  . Способы лезвийной обработки с изменяющимся углом q между скоростью резания v и подачей s относят к нестационарному резанию. Это связано с изменением нормальной к скорости резания составляющей подачи
. Способы лезвийной обработки с изменяющимся углом q между скоростью резания v и подачей s относят к нестационарному резанию. Это связано с изменением нормальной к скорости резания составляющей подачи  , влияющей на толщину срезаемого слоя.
, влияющей на толщину срезаемого слоя.
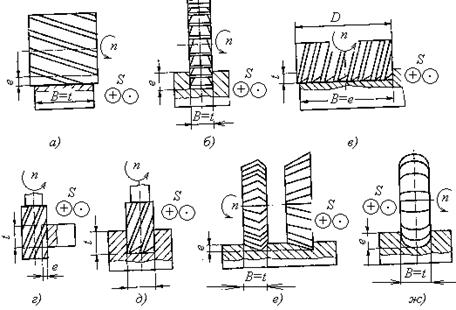
Рис. 2.6. Способы фрезерования: а) – цилиндрической фрезой, б) – дисковой трехсторонней фрезой, в) торцевой фрезой, г), д) - концевой фрезой, е)_ - угловыми фрезами, ж) – фасонной фрезой
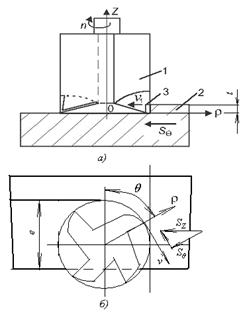
Рис. 2.7. Схема торцового фрезерования: а) – в основной плоскости: 1– фреза, 2 – деталь, 3 – стружка в основной плоскости; б) – в рабочей плоскости
Фрезерование применяется также для обработки резьб, а также зубьев. Зубчатые колеса обрабатывают методом копирования профиля (рис 5.8.) и методом обкатки (рис. 5.9.)
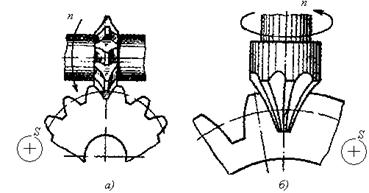
Рис.2.8. Фрезерование зубчатых колес методом копирования дисковыми (а) и пальцевыми (б) фрезами
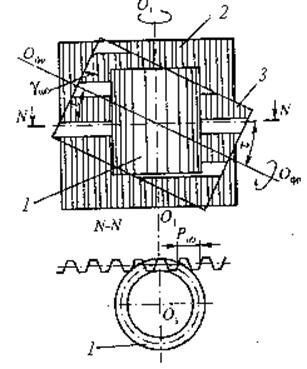
Рис.2.9. Схема зубонарезания червячной фрезой по методу обкатки зубчатого колеса с рейкой.
Червячная фреза изготавливается на базе червяка, на котором прорезаны стружечные канавки. Пересечение стружечных канавок с витками червяка образует рейку. Вращение червяка имитирует перемещение рейки. При этом колесо должно вращаться, обкатываясь с рейкой. Движение подачи фрезы (или колеса) осуществляется вдоль оси вращения нарезаемого колеса.
Способы шлифования достаточно разнообразны.
Шлифование – это обработка инструментом, имеющим много режущих элементов (зерен), геометрическая неопределенность которых образуется большим числом абразивных зерен из природных или синтетических шлифовальных материалов случайным образом расположенных и сориентированных в абразивном инструменте (шлифовальном круге).
Процесс шлифования характеризуется весьма малыми значениями толщины слоя, срезаемого каждым зерном. Однако благодаря одновременному участию в процессе шлифования большого числа абразивных зерен может быть достигнута относительно высокая производительность резания и небольшая шероховатость обработанной поверхности.
Абразивная обработка существенно расширяет технологические возможности формообразования резанием. Это относится к окончательной обработке деталей с высокими требованиями к точности и шероховатости, прошедших термическую обработку и имеющих высокую твердость. Например, при шлифовании сравнительно легко можно обеспечить допуск до 0,5 мкм по некруглости, до 4 мкм – по точности сопряжения. При обычном шлифовании достигается шероховатость поверхности Rа =0,63–1,25 мкм (7–8-й класс), при тонком шлифовании – Rа =0,16–0,32 мкм (9–10-й класс), а при отделочных операциях (притирке, доводке, хонинговании, полировании, суперфинишировании) – Rа = 0,04–0,08 мкм (11–12-й класс) и выше [1].
По форме обрабатываемых поверхностей различают шлифование: плоское, круглое, винтовых поверхностей (резьбы), зубчатых колес, профильное, копировальное и вручную. По расположению рабочей поверхности шлифовального круга различают периферийное и торцовое шлифование, а по виду движения подачи – продольное или врезное. По способу крепления детали различают шлифование с закреплением детали и бесцентровое [100].
Кинематические характеристики процессов шлифования. Для характеристики кинематики шлифования используется большое число факторов (рис. 2.10).
а) б)
Рис. 2.10. Параметры наружного круглого шлифования:
а – врезного, б – продольного
При наружном круглом шлифовании используются:
ширина шлифовального круга B кр;
ширина контакта шлифовального круга b к;
скорость резания или окружная скорость шлифовального круга, м/с:
 (2.26)
(2.26)
где D кр– диаметр круга, мм; n кр – частота вращения круга, об/мин;
окружная скорость детали или скорость круговой подачи, м/мин:
 (2.27)
(2.27)
где Dд –диаметр детали, мм; nд – частота вращения детали, об/мин;
продольная подача круга (или детали) на один оборот детали, мм/об:
 , (2.28)
, (2.28)
где Ut – скорость продольной подачи, мм/мин;
поперечная подача врезания круга на один оборот детали, мм/об:
 , (2.29)
, (2.29)
где Up – скорость поперечной подачи (врезания), мм/мин.
Обработка абразивными кругами применяется не только для формообразования, но и для разделения. Примерами являются абразивная отрезка пруткового материала, труб, профилей, удаление прибылей, раковин на отливках и др.
При наружном круглом продольном или врезном шлифовании поперечная подача на один оборот детали является также глубиной врезания, т. е. Sp = e. Глубина резания измеряется в направлении, перпендикулярном рабочей плоскости, т. е. t = St. Если рабочая ширина круга больше подачи St, то вычисляют коэффициент перекрытия при шлифовании Kb= bк/St.
Для характеристики производительности шлифования и износа шлифовального круга используют следующие показатели: объем снятого материала V (мм3) и удельный объем снятого материала V¢ (мм3/мм), объемный износ шлифовального круга V кр (мм3), коэффициент абразивной способности G=V/V кр , объемную производительность Z (мм3/с) и удельную объемную производительность Z¢ (мм3/(мм×с)).
При наружном круглом продольном шлифовании (см. рис. 2.10) объемную производительность вычисляют по формуле
 (2.30)
(2.30)
Удельную объемную производительность (производительность резания) относят к единице ширины шлифовального круга.
Отношение скоростей круга и деталей называют коэффициентом скоростей [1]
 (2.31.)
(2.31.)
При скоростном шлифовании q = 60 – 80.
Способы абразивного отрезания различаются движениями подачи инструмента (или детали). Наиболее простым по кинематике является отрезание при неподвижной детали. При этом отрезной круг вращается и перемещается в направлении нормали к скорости резания (рис. 2.11) или в направлении самой скорости (рис. 2.12.).
Рис. 2.11. Схема абразивного отрезания при неподвижной детали с вертикальной подачей круга
Подача может осуществляться и за счет перемещения детали. При неподвижной детали и подаче круга по нормали к скорости резания (см. рис. 2.11) обеспечивается наибольшая площадь контакта абразивного круга с деталью. Этой схеме соответствуют высокая производительность, но и более высокие температуры, вследствие чего возможно появление прижогов на обработанной поверхности.
Рис. 2.12. Схема абразивного отрезания при неподвижной детали с подачей круга по горизонтали
При подаче круга в направлении скорости резания (см. рис. 2.12) площадь контакта круга с деталью вдвое меньше. При этом соответственно снижаются силы и температура шлифования.
Схема абразивного отрезания при возвратно-поступательном движении детали (или инструмента) отличается от схемы с подачей в направлении скорости тем, что съем металла по высоте детали H разбивается на интервалы, равные глубине врезания e. Для обеспечения глубины врезания при каждом реверсе детали (или инструмента) осуществляется вертикальная подача круга Sp / 2 =e (рис. 2.13.).
Рис. 2.13. Схема абразивного отрезания при возвратно–поступательном движении детали (или инструмента) и с вертикальной подачей на глубину врезания
При такой схеме площадь контакта круга с деталью еще меньше, что приводит к снижению сил и температуры шлифования. Уменьшение глубины врезания позволяет применять большие тангенциальные подачи.
Однако производительность отрезки достигается более низкая, чем в первых двух случаях.
При отрезке круглых деталей (прутков) возвратно–поступательное движение детали может быть заменено вращательным.
Дата публикования: 2014-10-25; Прочитано: 2649 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
