 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Билет 12. Задачи и сущность статистического регулирования технологических процессов
|
|
Статистическое регулирование технологических процессов – корректирование значений параметров технологического процесса по результатам выборочного контроля параметров производимой продукции, осуществляемое для технологического обеспечения требуемого уровня её качества.
Применение этого метода регулирования имеет смысл в том случае, когда проверка 100% выпускаемой продукции невозможна или слишком дорога. Поскольку истинное значение показателя качества неизвестно, его оценивают по результатам выборочных наблюдений путём вычисления статистических характеристик выборки (медиана, мода, среднее, дисперсия). На основании результатов контроля принимается решение – процесс налажен или нет. Формально Н0-процесс налажен, Н1-процесс разлажен.
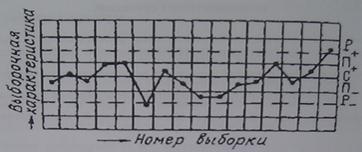
Для наглядности используется контрольная карта. На ней отображён доверительный интервал (границы регулирования) +-Р, а также границы предупредительной зоны +-П, (Р>П) выход за пределы которой указывает на возможность некоторых недочётов. Буквой С на рисунке обозначено требуемое значение регулируемого параметра.
Также на контрольной карте отмечается время измерений, ответственные лица и прочие параметры, которые могут быть полезны при выявлении разладок оборудования. Выход анализируемого параметра за пределы границ регулирования свидетельствует, что некоторые экземпляры партии могут не соответствовать предъявляемым требованиям. Значит, требуется регулирование технологического процесса.
При статистическом регулировании возможно принятие ошибочных решений. Ошибка первого рода – Н0 верна и отвергается (процесс налажен, но принимается как разлаженный). Это риск излишней наладки. Ошибка второго рода – Н0 не верна и не отвергается. Это риск незамеченной разладки.
Вероятность ошибки возникает за счёт наличия неслучайного отклонения математического ожидания, соответствующего налаженному процессу (У) и случайного отклонения выборочного значения статистической характеристики от её математического ожидания в момент выборочного контроля (Х). Пусть М=У+Х. Тогда, если М>=|Р| (границы регулирования), то принимается решение о наладке. Это решение верно, если У>=|истинное мат ожидание характеристики всей продукции - требуемое значение характеристики|. При допуске высокой вероятности ошибки первого рода растёт затраты на необоснованное регулирование и простои оборудования. Для второго рода – растут потери от брака из-за неналаженного процесса.
Таким образом, задача статистического регулирования технологических процессов состоит в том, чтобы отделить случайные колебания показателей качества в ходе производства от систематических, найти причины неслучайных колебаний и устранить их.
Есть три основных метода статистического регулирования: по количественному признаку, по качественному признаку, по альтернативному признаку.
Дата публикования: 2014-10-19; Прочитано: 1116 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
